焊接运条法(焊接中常用的运条方法有哪些)
导语:焊接杂谈:三十九.运条
焊条电弧焊的焊接过程中,焊条在电弧高温中不断熔化,焊条前端与焊件表面的距离会越来越大。为了保持电弧长度和为了把熔池填满,必须不断地将焊条沿着轴心方向向熔池送进,不能太快也不能太慢。
焊条的运条有三个方向上的运动:1.向下送进。2.横向摆动。3.沿着焊缝方向纵向移动。
1.焊条向下送进
焊条向下送进的目的为了在焊接过程中随着焊条的不断熔化填充焊缝,需要保持电长度,保持电弧稳定燃烧。
焊条电弧焊的正常电弧长度通常为焊条直径的0.5-1.2倍,具体需要根据焊接条件和焊条牌号而定。
过度地减小电弧长度,不能发挥电弧的吹力和电弧热能,还会造成焊缝熔合不良,焊缝成型变差,甚至短路,焊条粘在焊件上的情况。如电弧过长,会使飞溅增大,破坏焊缝成型,使焊缝金属的力学性能变差。
为了在长时间的焊接过程中电弧长度保持稳定,需要焊工有较强的臂力。有的焊工在焊接练习时,持焊钳的手臂悬挂一块砖,以增强臂力!
2.焊条的横向摆动
焊条的横向摆动使焊缝加宽,使焊件的边缘充分熔接,有利于熔池中的熔渣浮出和气体逸出,提高焊缝金属质量,改善焊缝成型。
焊条沿着焊缝宽度方向来回摆动,摆动幅度越大,焊缝宽度越宽。
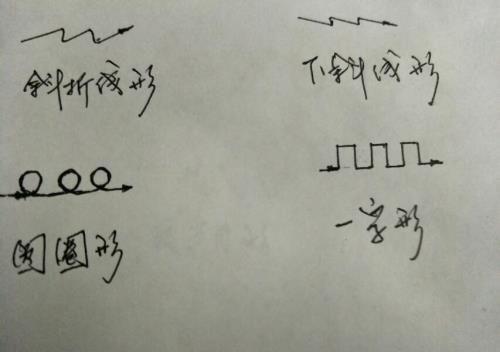
★小型构件、较薄工件、要求焊肉小的地方横向摆动采用直线形(-----→)和带火形,焊缝宽度为焊条直径的0.8-1.5倍。
★普通焊缝宽度为焊条直径的3-5倍,主要摆动方式有折线式、正半月式、反半月式。
★边缘堆焊常用斜折线形摆动方式。
★横焊焊缝常用下斜折线、椭圆形摆动方式
★加强焊缝中心的加热常用三角形摆动方式。
★角焊和平板堆焊常用园圈形和一字形。
★加强焊缝边缘加热常用8字形。


免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小面创作整理编辑!