放电加工条件的选择原则(放电加工条件选择的方式主要有哪些)
导语:放电加工条件的选择
对于EDM来说条件的选取关系着加工效
率高低,加工质量之好坏。而做EDM加工最难于把握,难于突破的,也正是条件的选择。合理的选择条件,必须考虑加工面积、材料、排屑等方面,首先应该做的是,充分了解EDM过程。
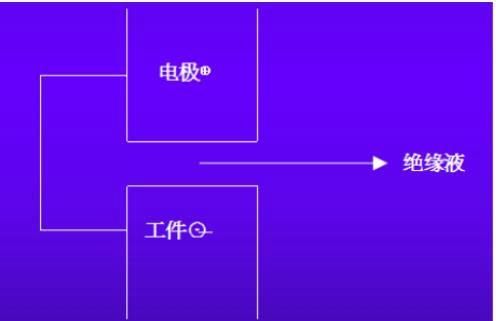
1. 在电极与工件两端施加一定电压,此时因电极与工件有一定距离,使两极间处于绝缘状态,但因两极间的电压存在使得两极绝缘液中分子电离成正负离子.
如图所示:
2. 当电极在机台伺服的作用下靠近工件,距离达到
足够小时,被电离的正负离子相互作用,开始向其反极性移动。这时就形成微弱电流,这种微弱电流引起更多的离子移动,使电流越来越大,最终导致放电发生,这个过程叫绝缘击穿.
3. 绝缘击穿导致放电现象发生,这时电极与工件相
互导通,但由于之间有间隙存在,所以在两极间微粒是以高速冲击在运动,此时的高速冲击包括绝缘液中被离的正负离子,更多的是电极与工件中的微粒在相互冲击。两极间微粒的性质决定于极性,即如果电极爲正极,工件爲负极,则电极端聚集正离子及质子,而工件端聚集负离子及电子,变速移动是电极端正离子和质子冲击工件表面,工件端负离子和电子冲击电极表面.
4.微粒的变速冲击,在冲击表面产生巨大热量,一般瞬间温度会达到10000摄氏度左右,绝大的热能使冲击物表面迅速熔化气化,形成凹坑,同时产生压力、震动、爆炸声,电磁波及光,被熔物被压力抛出,并迅速冷却,形成碳屑.
5.在放电中电压逐渐降低,直到不能维持放电的发生,此时绝缘液再度恢复绝缘,就形成了持续放电。
放电加工条件的选择需要考虑几个因素:
一.根据面积来选取初始条件:
1.一般初始电流的选择为0.1A/mm2(Sodick公司提供的经验值)。
2.面积的计算以电极正投影面积计算。
3.对于尖角电极,开始适当调小电流,随着深度的增加逐渐加大电流。
二.根据加工需求之面粗度来选择最后条件,最后的条件要达到面粗度要求。
三.根据排屑状况选择不同种类的条件,良好冲液:无消耗条件。一般冲液:小消耗条件。(或各种回路的应用)。
四.根据电极减寸量选择初始条件,电极减寸量越大,初始条件亦可以越大。
五、根据工件材料不同选择条件
在放电加工中,促使工件熔化的速度,决定于工
件材质的熔点,热传导性和比热,原因是放电的瞬间温度大体一样,而工件吸收热量,使温度升高。开始熔化则决定于工件的热传导性和比热。所以:熔点越高: 则放电脉冲时间越短.
六、条件的选择以电流依次对半递减,或加工面粗度对半递减。
本文内容由小馨整理编辑!