> 育儿
加工中心pmc参数如何修改(加工中心手动编程入门案例)
导语:加工中心PMC编程实用案例11:手动方式时主轴的速度控制
我们在对刀时,经常会用到手动方式旋转主轴,也就是通过操作面板上的主轴正转和反转按键来实现主轴的旋转,但是你知道此时主轴的转速是如何控制的吗?为什么手动方式时,有的机床主轴速度是固定的而有的机床是变化的呢?
其实啊,主轴转速的控制方式有两种,一种是通过CNC的速度指令也就是S指令来控制,还有一种是通过PMC发出的速度指令来进行控制,这两种控制方式是通过主轴电机速度选择信号G33.7来进行切换的,当G33.7为0时,主轴电机转速靠CNC的S指令来控制,当G33.7为1时,主轴电机速度就由PMC信号G32和G33来决定了。
CNC控制主轴转速的PLC程序在上一节已经介绍过了,这里不做重复,本节只介绍如何通过PMC的D数据来实现主轴手动旋转时,如何将转速固定。
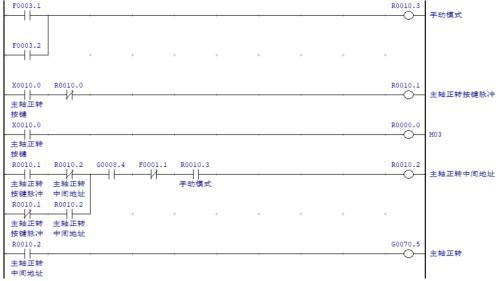
第一步,需要编写一个基础的手动主轴正转的PMC程序,如下图:
手动正转基础PMC程序
第二步,我们做一个K参数,可做为手动主轴速度选择信号,当K0.0为0时,主轴手动速度受PMC控制,主轴转速为固定值,当K0.0为1时,主轴手动速度受CNC控制。
主轴速度控制切换
第三步,利用D数据给主轴转速赋值
主轴转速赋值
这样,我们便可以在D0中写入数据来控制主轴手动旋转时的速度控制了,完整程序如下图
需要注意的是,此时D0数据表中的数值并不是主轴的实际转速,需要通过下面的公式换算一下:
主轴速度与D数据的计算公式
PS:如果我们需要在打开防护门时限制主轴的转速,同样可以参考使用上面的PMC逻辑程序
本文内容由快快网络小美整理编辑!