42CRMO焊接工艺评定用哪个标准(42cmo焊接)
导语:42CrMo焊接工艺
1 42CrMo钢焊接性能分析
42CrMo钢系中碳调质高强钢,钢的Ceq值高达 0.893%,可焊性较差。由于母材金属中含碳量高,在焊接过程中,母材金属的一部分要熔化到焊缝金属中去,致使焊层金属含碳量增高,焊缝凝固结晶时,结晶温度区间大,偏析倾向也较大,加之含硫杂质和气孔的影响,容易在焊层金属中引起热裂纹。特别是在收尾处,裂纹更为敏感。热裂纹的特征是裂纹垂直于焊缝鱼鳞状波纹,呈现不明显的锯齿形,但也有沿焊缝金属与基体金属交界处发展产生。为防止产生热裂纹,要求采用低碳钢焊丝,一般焊丝中含碳量在0.15%以下。
42CrMo钢淬硬倾向性大,母材金属热影响区容易产生低塑性的淬硬组织,Ms点又低,因而在淬火区产生大量脆硬的马氏体,导致严重脆化,工件愈厚,则淬硬倾向愈大。该焊件刚性大,若焊条或焊接工艺选用不当,在焊件冷却至300℃以下时,容易沿热影响区的淬硬区产生冷裂纹。42CrMo钢的焊接冷裂纹一般是在焊后冷却过程中,在Ms点附近或200~300℃的温度区间产生的。冷裂纹的起源多发生在具有缺口效应焊接热影响区或有物理化学不均匀的氢聚集的局部地带。冷裂纹有时焊后立即出现,有时经过一段时间才出现。而延迟裂纹的危害性更为严重,实践证明,钢种的淬硬倾向、焊接接头的氢含量及其分布,以及焊接接头的拘束应力状态是产生延迟裂纹的三大主要因素。焊接接头的淬硬倾向主要取决于钢种的化学成分,其次是结构形式,焊接工艺和冷却条件等。可以采取焊后后热和缓冷等办法来调整冷却时间。适当延长临界冷却时间C′f ,可降低钢的淬硬倾向。
2 焊接工艺
2.1 焊接材料的选择
高强钢焊接接头的含氢量越高,则裂纹倾向越大。当局部地区的含氢量达到某一临界值时,开始出现裂纹;之后随含氢量的增加,裂纹尺寸和数量也在不断增加。产生延迟裂纹时的临界含氢量与预热温度、刚度条件以及冷却条件等有关。
焊接时,焊接材料中的水分,焊件坡口表面的油污、铁锈、以及空气湿度等都是焊缝金属中富氢的主要原因。一般情况下母材和焊丝中氢量极少,可以忽略不计。焊条药皮中水分越高,则焊缝中的扩散氢含量越高。在焊接过程中,由于电弧的高温作用,氢分解为原子或离子状态,并大量溶解在熔池中。在随后冷却凝固的过程中,由于溶解度急剧降低,一部分氢极力向外溢出,而仍有一部分氢残留在焊缝内部,使焊缝中的氢处于过饱和状态。焊缝中的氢含量与焊条的类型、烘干条件及焊后的冷却速度等有关。含碳量较高的钢种对裂纹和氢脆有较大的敏感性,所以焊缝金属的含碳量一般应低于母材,使焊缝的裂纹倾向低于母材。针对42CrMo钢的焊接性能及齿轮轴的工作特点,选用J507焊条,直径为5mm。J507焊条强度虽有些不足,但采用这种低匹配焊条施焊,对降低焊接时冷裂倾向是有利的,而且J507焊条的强度与原图纸要求材质35CrMo的强度相当。
2.2 预热及层间温度的选择
为了有效地防止42CrMo高强度钢焊接冷裂纹的产生,预热是非常必要的。预热可以减缓焊接接头的冷却速度,适当延长800~500℃的冷却时间,从而减少或避免淬火组织,同时也有利于氢的逸出。
预热温度的确定,主要与焊缝金属中的扩散氢含量、坡口形式、母材化学成分、焊接构件的拘束度大小等因素有关。对预热温度To的估算有多种:
由碳当量法公式:
To=360·Ceq (1)
求得To为321℃。
由中碳钢预热公式:
To=550·(C-0.12)+0.4h (2)
式中C——母材含碳量,%
h——母材厚度,mm。
求得To为206℃。
由下列公式:
To=324 Pcm+17.7[H]+0.14σb+4.72h-214 (3)
式中 Pcm——化学成分的冷裂纹敏感指数,%,
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10=0.585;
[H]——熔敷金属中扩散氢含量,mL/100g;
σb——母材抗拉强度,MPa。
求得To为258℃。
参照以上求出的预热温度,最后确定采用整体预热(应用车间井式加热炉),预热温度为400℃。
有的部分采用多层焊时,由于次层对前层有消氢作用,能改善前层焊缝和热影响区的淬硬组织。但如果不严格控制后热和层间温度,则会因氢量的逐层累积导致延迟裂纹的倾向更大。为了满足不致产生裂纹的施工条件,即焊接层的实际冷却时间t100应大于产生裂纹的临界冷却时间tcr。在整个施焊过程中,用履带式加热器进行保温,使层间温度控制在(350±20)℃的范围内。
2.3 后热温度的确定
焊后及时进行热处理可减少或消除焊接残余内应力,改善焊层的显微组织,并可加速焊缝中的氢向外扩散。
后热对中碳调质钢的热影响区和焊缝组织还具有韧化效果。为了使焊缝金属中扩散氢加速逸出,降低焊缝和热影响区中的氢含量,工件一般应在焊后立即进行消氢处理。在实际焊接生产中常采用较高温度的去应力退火处理,可使焊层和热影响区的扩散氢含量及内应力降至很低的水平,从而达到避免出现延迟裂纹的目的。为此,选择及时进行600~650℃的焊后去应力退火处理工艺。
2.4 焊接工艺的评定
为了验证上述工艺参数是否合适,以该42CrMo齿轮轴的调质夹头作试件,进行堆焊裂纹试验。预热温度为400℃,焊后进行600~650℃去应力退火处理试验,试件放置48h后进行磁粉探伤检查,未发现裂纹。依据GB2652-89堆焊金属拉伸试验法,在调质夹头上截取拉伸试样,测得σb为95MPa,σs为90MPa;依据GB2654-89堆焊金属硬度试验法,在调质夹头上将焊层表面磨光,测得硬度为HB200。上述力学性能数据,与原图纸要求材质35CrMo的强度相当,证明所选工艺参数是合理的。
2.5 焊接过程应注意的问题
(1)焊前严格清除工件表面的油污、铁锈、水渍和毛刺。
(2)将工件整体装入井式加热炉中预热,预热温度为400℃,升温速度80℃/h,保温4h。
(3)焊条使用前经350~400℃烘干,保温2h,然后放入保温筒内,随用随取。
(4)采用直流反接(即工件接负极),焊接电流180~220A,电流电压23~25V,焊接速度180~190mm/min。
(5)在施焊过程中采用履带式加热器保温,由两名焊工在两侧对称施焊,整个焊接过程连续进行,中途不得中断,并力求缩短各层(道)焊缝的焊接间隔时间,选用灵敏度高、精度好的测量仪监测温度变化,控制层间温度在(350±20)℃的范围内。在不产生裂纹的情况下,每个焊层尽量簿,一般不大于焊条直径,每条焊道的引弧、收弧处要错开,收弧时填满弧坑。对每层焊道进行认真检查,对已产生的气孔、裂纹等缺陷须彻底清除后,再重新进行焊接。
(6)为了减小焊接应力,用锤头圆角为1.0~1.5mm的风铲逐层锤击焊道表面,相邻两焊层间的锤击方向要相反。
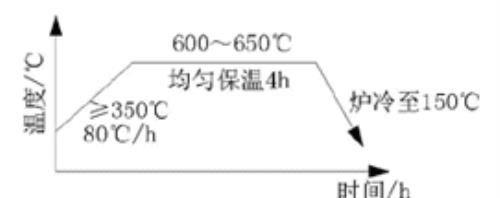
(7)整个工件堆焊完毕后,在工件冷却至350℃以前置于400℃的井式炉中,升温至600~650℃,保温4h,随炉冷却至150℃后取出空冷。升温速度为80℃/h。去应力退火工艺如图2所示。
(8)去应力退火后,对堆焊表面进行磁粉探伤检查,未发现裂纹等缺陷,机械加工后也未发现裂纹。
图2 焊件去应力退火工艺曲线
3 结 论
3.1 采用手工电弧焊方法对42CrMo中碳调质钢进行堆焊,首先要选择合适的焊接材料。实践证明,选用力学性能综合指标均较母材力学性能指标低的焊条,能够获得较为理想的结果。采用合理的焊接工艺施焊,可以使堆焊质量达到原设计要求。
3.2 为防止42CrMo钢的冷裂纹,焊前应进行预热,控制好层间温度和后热处理是工艺的关键。为了保证焊接层具备一定的冲击韧性值,应选择合适的焊接线能量。
3.3 对中碳调质钢预热温度的估算,借用公式进行计算,只能作为参考。在实际焊接过程中,要作一些工艺试验和修正,使预热温度和层间温度不得低于计算值;后热处理的关键在于及时进行。
本文内容由小薇整理编辑!