> 知识
高精度键槽如何加工(适合加工键槽的加工方法)
导语:经验之谈:高精度加工键槽的要点
不叨叨,直接掏干货:
使用立铣刀的切削方式
为了降低切削刃部位的切削阻力,减少切深量及采用使刀刃负载稳定的刀具轨迹,可以说是最适合键槽的切削加工。
根据上述理由,采取高转速、大进给量的条件可实现稳定的切削加工。
而且,由于将切削阻力和热影响抑制在较小的程度,刀具性能稳定,使用寿命长。
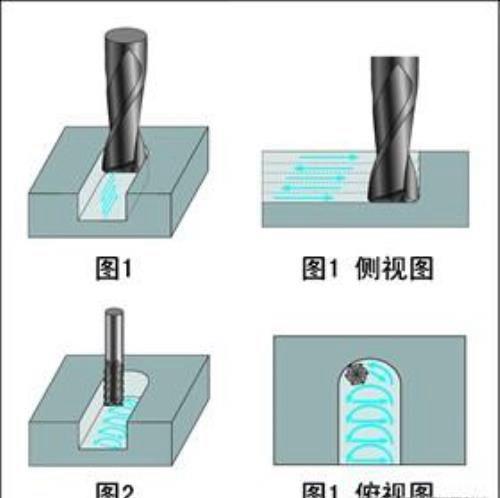
①往复式齿形线刀具轨迹(底刃中心的切削方式)
采用较小的Z向切深量,分几次向下切深的切削方式(参见图1)。由于采取分层式的切削方式,短刃型圆弧角立铣刀加工中能有效抑制颤振。
②次摆线刀具轨迹(外周刃中心的切削方式)
以圆弧形轨迹进行切削加工(参见图2)。外周刃的切深量少而稳定。
使用直径比槽宽小的刀具,有利于排屑。切削稳定,可充分发挥刀具性能,多刃大螺旋角型立铣刀最为有效。
示意图
推荐刀具
①往复式齿形线刀具轨迹,②次摆线刀具轨迹,都请使用圆弧角型立铣刀,并且具有适合加工形状的圆角R和适合键槽深度的颈长。
万斯拓精密科技
产品示意图
本文内容由小岑整理编辑!