焊接反变形法使用方法(焊接反变形措施)
导语:详谈焊接变形控制方法之反变形法「焊接变形系列」
我们都知道焊接变形会造成工件尺寸偏差,影响装配和工件精度,同时可能造成直线度、平整度不合格影响美感,必须在生产过程中加以控制。
目前在焊接过程阶段中常用的焊接变形控制方法有反变形法,刚性固定法,合理的焊接和拼焊次序等。本次我们重点来了解一下反变形法以及反变形法在实际生产中的应用。
反变形法比较容易理解,先看定义:
定义1,反变形法是指根据生产中已经发生变形的规律和变形量,预先人为地把焊件制出一个变形,使这个变形与焊后发生的变形方向相反而数值相等,这种方法称为反变形法。
定义2,反变形法是分析焊件焊后可能产生变形的方向和大小,在焊接前应使被焊件做大小相同,方向相反的变形,以抵消或补偿焊后发生的变形,使之达到防止焊后变形的目地,这种方法称为反变形法。
两个定义说法和组织语言不一样,但基本原理一样,就是事先估计好结构变形的大小和方向,然后在装配时给予一个相反方向的变形,以抵消或补偿焊后发生的变形,以达到防止焊后变形的目的,从而满足最终要求。
反变形法应用非常广泛,且效果很好,最重要的一步就是要提前分析焊件施焊后可能产生变形的方向和大小,构件的变形方向一般容易确定,而变形角或者变形尺寸的的大小却没那么容易,必须通过计算经验配合试验获得。
确定好结构变形的大小和方向后,就可以采用一定的措施使焊接前被焊件发生大小相同、方向相反的变形或者余量。
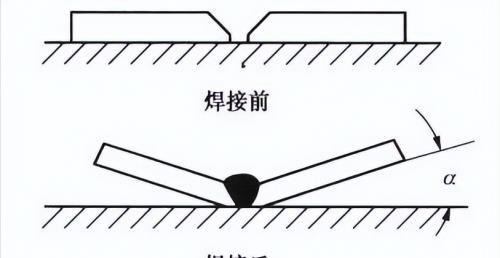
举例1,我们知道对接接头肯定产生的角变形,如图所示:
对接接头产生角变形
我们知道对接接头产生角变形根本原因是焊件横向收缩变形在厚度方向的不均匀分布,焊接接头上部焊缝的收缩变形大(横向应力小),下部焊缝的收缩变形小(横向应力大),这样就造成了构件平面的偏转。既然对接接头肯定产生的角变形,我们就可以预先将对接处垫高,形成反向角变形,焊接完成后就可以相互抵消保证要求状态,如下图所示:
对接接头反变形
当然不同情况下,设置的反向角不一样,尤其受板厚的影响,试件越厚,焊接层数越多,接头的角变形越大,焊件预置反变形角度应越大。
举例2,在薄壳结构上,有时需在壳体上焊接支承座之类的零件,焊后壳体往往会发生塌陷,为此,可以在焊前将支承座周围的壳壁向外顶出,然后再进行焊接,如图所示。
壳体反变形
以上两种是我们常在课本中见到的例子,实际在生产中,还有一种常用的一种反变形方法就是预留余量法。
预留余量法特别使用于一些框架结构,很多时候为了保证焊接后档距尺寸没有收缩,需要在组对时人为提前把档距增加2-4 mm,焊接完成后焊接收缩减小2-4,mm,正好抵消,从而满足档距要求,当然预留余量法的余量需要提前实验确定,或者先根据经验然后逐步得完善,预留余量法在实际生产中经常应用,当然有时候需要与刚性固定法配合使用,效果更好。
总体来说,反变形法比较容易理解,使用也方便,相对于刚性固定法来说需要投入成本也比较低,特别是确定了变形方向和变形量,基本上上可以很好控制焊接变形,在实际应用解决问题时要优先考虑。
本文内容由快快网络小蔼整理编辑!