> 科技
缩口模具设计(缩口模工作原理)
导语:缩口、胀形类复合模设计分析
在加工较复杂的冲压成形件时,往往包含拉深、翻边、胀形及缩口等多种工序,对 此类冲压件,逐步分析其各成形工序的变形特点、计算好各加工工序的工序尺寸是实现 复合加工的前提条件,而具体到复合模的设计则往往要根据不同的零件结构,根据各工 序变形的特点,确定各工序是否需要依照必要的次序进行加工,若无此要求,则可按照模具设计、制造及维修的方便性,采取不同的加工方法进行设计,以下通过一些实例进 行分析,说明。、
6.4.,实例应用丨 的08F冷乳钢板制成,中等生产批量。,
图㈣所示内挡圈零件,采用_的撕冷•:吻缩口 -叠边等工序。为确
(1) 工艺分析 深压形、冲孔、翻边、缩、
根据该零件结构形状,其加工翻边预冲孔直径等。组成,将其加工工序,首先应f 可S用,当然^据该零件的商咖,定其加工工序,首先应确定零件==可二套用,当然,吧!;原则该零件的毛坯直径计算没有现成的积之和,再依据拉深刖后张千的计算模划分成不關誠部分,分别求出各肖换,原雜可转化成便可求出展开誠毛喊径細祕公式直型,显然,展开料的毛坯直径可用冲、
模具设计分析
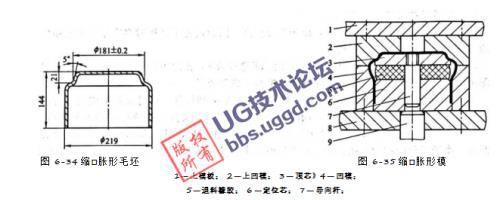
整套模具结构简单、实用,模具胀形不需要填充物或内部斜楔机构。根据工件成形圆滑 程度,可使用垫片适当调整定位芯6 (见图6-35)的尺寸,即可得到较满意的工件。
为防止工件在成形时出现塌凹或重叠等缺陷,要将车边工序切边高度计算准确,保证加 工尺寸一致,以利于模具调整。
利用工件形状本身有利于胀形的特点,设计无填充物或内部斜楔机构的胀形模是加工较 厚材料的常采用的加工方式。
本文内容由快快网络小德整理编辑!