冷轧扭钢筋用的多吗(冷轧扭钢筋的标记方法)
导语:工地常用知识:冷轧扭钢筋施工流程及要点,不会的赶快看看!

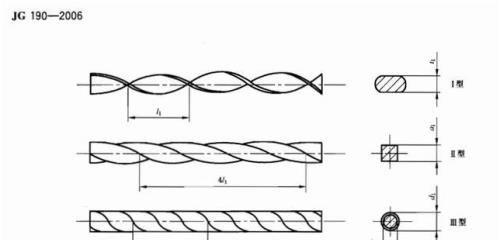
冷轧扭钢筋是用低碳盘圆钢筋经专用钢筋冷轧扭机调直、冷轧并冷扭一次成型,呈连续螺旋状,具有规定截面形状和节距,是八十年代我国独创的实用、新型、高效的冷加工钢筋。这种钢筋具有较高的强度,而且有足够的塑性,与混凝土粘结性能优异,代替Ⅰ级钢筋可节约钢材约30%。一般用于预制钢筋混凝土圆孔板、叠合板中的预制薄板,以及现浇钢筋混凝土楼板等。
冷轧扭钢筋和冷轧带肋钢筋
冷轧扭钢筋是将出厂的成品圆钢先冷轧扁,然后用机器将其扭成螺旋状,因为在轧扁的时候钢筋会变宽,所以再次扭成螺旋状时直径会变大,同时冷轧会提高钢筋机械性能,圆10的钢筋冷轧之后的标称直径就是12的,抗拉性能提高但抗折性能下降,所以冷轧扭钢筋不能弯超过90度的弯;冷轧带肋钢筋是将圆钢通过冷轧形成热轧圆钢筋一样的螺纹肋(冷与热相对应,热轧是在钢筋未成形之前轧,冷扎是成形之后轧)。
施工现场质量验收

1 冷轧扭钢筋成品出厂时应具备:1 原材料出厂合格证; 2 原材料复验合格报告单; 3 冷轧扭钢筋出厂检验报告单; 4 冷轧扭钢筋成品通知单。
2 冷轧扭钢筋轧制规格的标准尺寸、公称质量、允许偏差尺寸详见《冷轧扭钢筋应用技术规程》中表3.2.2、表4.3.2的规定。
3 冷轧扭钢筋如果在施工现场存放,应分批、分规格码放,并用帆布遮盖好,以防受潮生锈。存放期不超过一个月。钢筋底部应垫枕木。
4 取样方法: 初期加工时,以一盘母材加工的成品为一批,扎成一捆进行编号,并分规格码放,可把同一钢号、同一直径、同一工作班生产的冷轧扭钢筋为一批,从该批钢筋中任意取两根试件进行实验,如有一项机械性有不合格可加倍取样复验,复验仍有不合格项目,逐捆进行检验。
施工工艺流程及要点
工艺程序:
按图纸要求的规格、数量、长度提出冷轧扭钢筋加工单→用冷轧扭机进行加工→按规格型号分别捆成捆,运到施工现场或在现场加工→平板支模→进行绑扎 现场质量检验→浇筑砼,具体要求同普通钢筋。
施工要点:
冷轧扭钢筋混凝土构件的模板和混凝土工程的施工,均应符合国家有关规范及规定。其他注意事项如下:
1)、冷轧扭钢筋存放时间应尽量缩短,以防锈蚀,若需长时间存放,须有妥善的防锈措施。
2)、冷轧扭钢筋严禁二次冷加工(包括冷拉、冷拔、冷轧等)。
3)、冷轧扭钢筋发生弯曲不直情况时,严禁用大锤猛砸猛击,应采取缓慢调直、平直的措施。
4)、冷轧扭钢筋连接不允许采用各种热加工接头(CTB550级Ⅲ型钢筋除外),必要时采用绑扎搭接接头。其搭接长度为1.2La,且不小于300mm,有接头的受拉钢筋截面面积不应大于总截面面积的25%,受压区的接头不受此限制。
5)、冷轧扭钢筋必须绑扎结实,不允许出现松动现象,且要做好成品保护,防止变形。
6)、混凝土浇筑时,严禁采用对冷轧扭钢筋有腐蚀作用的各种外加剂或掺合料。
7)、冷轧扭钢筋的混凝土保护层厚度取值仍可按GBJ10289所定限值,其保护层应从截面的最外边缘算起。
欢迎关注,转发!看完后有什么想说的可以下方评论 !
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请与我联系,一经查实立刻删除内容。本文内容由快快网络小思创作整理编辑!