液晶显示器底座怎么安装(显示器后盖塑料模具设计)
导语:液晶显示器底座注塑模设计要点
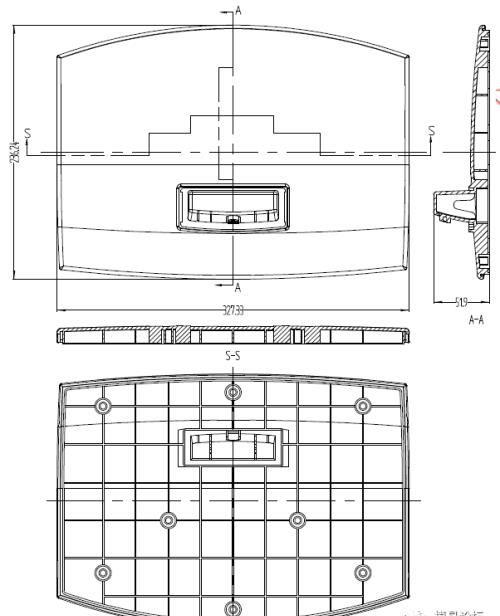
液晶显示器底座产品图见图1,产品最大外形尺寸为327.33 mm x236.24 mm x51.9 mm,塑件平均胶位厚度3.0 mm,塑件材料为HIPS,缩水率为1.005,塑件质量为361.68克。塑件技术要求为不得存在披峰、注塑不满、流纹、气孔、翘曲变形、银纹、冷料、喷射纹等各种缺陷。
图1 液晶显示器底座产品图
从图1可以看出,塑件为大平面型造型,中间有局部封闭性凸起,用来与液晶显示器后壳组装。中间凸起部位有一处柱位,需要设计前模滑块抽芯。这种模具看上去结构比较简单,没有很复杂的模具结构。由于塑件尺寸较大,后模的边缘一圈封闭的骨位和中间的多条骨位,需要设计合理的镶件,解决加工工艺问题。
模具设计时一定要考虑到模具加工工艺,对于多条十字骨位,最深处达到13.35mm,在模仁的底部宽度为1.21mm,这些骨位如果采用机床刀具加工,则十分困难。如果采用EDM做电极打火花加工则十分费事。最理想的加工方法就是专业磨床加工。为此,必须将后模设计成全镶拼的结构形式。见后模镶件组装图3.
全镶拼的结构形式做法,以基准角为基准,模板精框与基准角较远的两垂直边分别做3°~5°斜度。前模为整体模仁,在前模仁相应位置做斜度与模板相配合。后模为全镶拼结构,后模仁分为边缘4块,中间一块。这种设计方式便于多台机床同时加工,在大中型复杂模具中广泛使用。
塑件尺寸较大,模具设计型腔排位为1出1,模胚为CI5055A100B100C120;浇口套6偏心设计,偏心角度为15.5°,为了提高合模精度,在模胚的四边分别设计一个零度定位块;在面板和A板之间,方铁与B板之间,方铁与底板之间均增加定位销,以增加模具刚度。由于型腔为偏心设置,在分型面一侧设计了两件平衡垫板,采用淬火钢材制造。
前模滑块采用油缸抽芯。
塑件顶出采用司筒和顶针顶出。
图2 液晶显示器底座模具图
图3 后模镶件组装图
图4 B板图
模具论坛版权所有
本文内容由小海整理编辑!