简单的加工工艺及数控加工程序设计(简单的加工工艺及数控加工程序图)
导语:简单的加工工艺及数控加工程序
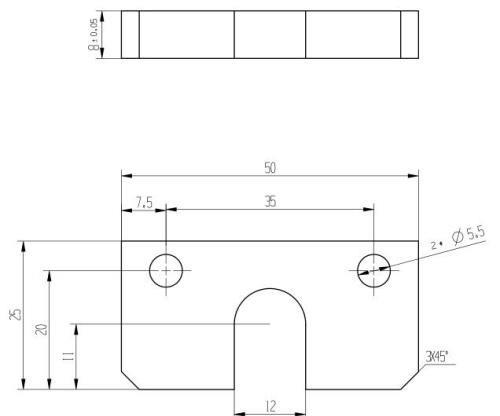
加工工艺:
一,下料:45号钢,55×30×12×1件。
二,铣床:铣六面至50×25×8.2,倒2-C3角。
三,磨床:磨两大面保厚度8±0.05。
四,加工中心:铣12×11×R6槽,钻2-Φ5.5通孔。
五,钳工:棱边倒钝,孔口倒角。
六,检:检验验活。
七,包装入库。
该活在数控加工中心部分可使用平口钳装夹长度为50mm的两个面,原点可以设在左上角,如下图:
数控加工程序:
(Φ10点钻 )
T1 M6
G0 G90 G54 X20. Y-7.5 S1200 M3
G43 H1 Z50. M8
G98 G81 Z-2.7 R2. F80.
Y-42.5
G80
M5
G91 G28 Z0. M9
G28 Y0.
M01
(Φ 5.5钻头 )
T2 M6
G0 G90 G54 X20. Y-7.5 S800 M3
G43 H2 Z50. M8
G98 G83 Z-12. R2. Q2. F80.
Y-42.5
G80
M5
G91 G28 Z0. M9
G28 Y0.
M01
( Φ8铣刀 )
T3 M6
G0 G90 G54 X-8. Y-26.9 S800 M3
G43 H3 Z50. M8
Z5.
G1 Z-4.5 F500.
X0. F80.
X11.
G3 Y-23.1 I0. J1.9
G1 X0.
X-8.
Z5. F3000.
G0 Z50.
Y-26.9
Z5.
G1 Z-9. F500.
X0. F80.
X11.
G3 Y-23.1 I0. J1.9
G1 X0.
X-8.
Z5. F3000.
G0 Z50.
M5
G91 G28 Z0. M9
G28 Y0.
M01
( Φ8铣刀 )
T4 M6
G0 G90 G54 X-8. Y-27. S2500 M3
G43 H4 Z50. M8
Z5.
G1 Z-9. F500.
X0. F300.
X11.
G3 Y-23. I0. J2.
G1 X0.
X-8.
Z5. F3000.
G0 Z50.
M5
G91 G28 Z0. M9
G28 Y0.
M30
本文内容由快快网络小春整理编辑!