焊工分类平焊立焊横焊的区别(焊工分类平焊立焊横焊竖焊)
导语:焊工分类:平焊,立焊,横焊
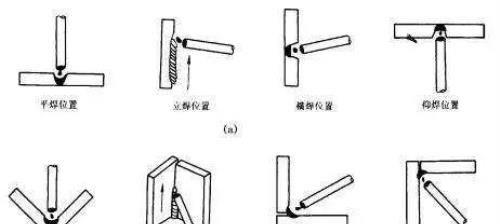
焊工分类中最基础的分类:平焊,立焊,横焊
平焊
一,平焊
平焊是指焊接处在于水平位置或倾斜角度不大的焊缝,焊条位于工件之上,焊工俯视工件所进行的焊接工艺。这种焊接位置属于焊接全位置中,最容易焊的一个位置。
二,特点
①焊条熔液受电弧的吹击作用和本身的动力,容易进入熔池,形成自然过渡。
②熔渣和铁水不易流散,允许采用较粗的焊条和较大的电流,能形成较大的熔池,在熔池里熔渣熔液与液体金属两者反应均匀,能产生良好的结晶组织,因液体的熔渣与金属不易流动,就容易控制焊缝的形状和尺寸,使其达到美观优质。
③因俯视进行焊接,操作简单,方便初学者练习掌握,焊工操作轻松,不易疲劳。
④在焊件厚度允许的情况下,可以使用最大的焊接电流,因而工作效率高,应用广泛。
⑤熔渣和铁水易出现混在一起分不清的现象,或熔渣越前形成夹渣、气孔等缺陷。
⑥由于焊接电流及坡口形式等焊接规范选用不当,以及运条方法和角度操作不当时,在焊接第一层焊道时容易造成焊瘤和未焊透。因此对接焊缝平焊时常采用双面焊,即焊完正面后将反面的焊根用风铲或碳弧气刨开槽清根后再焊背面焊缝。
⑦单面焊要求双面成形时,第一层容易产生透度不均匀、背面成形不良等现象,其余各层比较容易掌握。
三,操作要点
①正确控制焊条角度,使熔渣与液态金属分离,防止熔渣前流,尽量采用短弧焊接。
②对于不同厚度的T形、角接、搭接的平焊接头,在焊接时应适当调整焊条角度,使电弧偏向工件较厚的一侧,保证两侧受热均匀。对于多层多道焊应注意焊接层次及焊接顺序。
③选择合适的运条方法。
对于厚度小于6mm的工件一般采用不开坡口进行焊接,不开坡口的对接平焊正面焊缝时采用直线运条方法,反面焊缝也采用直线运条方法。为了保证焊透,电流可大些,运条速度也随之增大。
对于开坡口的对接平焊可采用多层焊或多层多道焊,打底焊时采用直线形运条,焊条直径和焊接电流均小些。多层焊时其余各层焊道应根据要求采用直线形、锯齿形或月牙形运条。多层多道焊时采用直线形运条方法。
对于焊脚尺寸较小的T形接头、角接、搭接接头可采用单层焊,采用直线或斜锯齿形、斜环形运条方法。焊脚尺寸较大时,一般采用多层焊或多层多道焊,第一层采用直线形运条方法,其余各层可采用斜环形、锯齿形运条。多层多道焊时,一般采用直线形运条。
对于船形焊缝,为了保证根部焊透,其操作要点与开坡口对接平焊相似。
立焊
一,保持正确的焊条角度
二,选择小直径的焊条,径3.2或径4.选择小电流焊接,压低电弧,采用短弧焊接
三,采用正确的运条方法
1,I型坡口对接向上立焊时,可选择直线形、锯齿形、月牙形运条和挑弧法焊接
2,开其它型坡口对接立焊时,第一层焊缝一般采用挑弧法或摆幅不大的月牙形、三角形运条方法焊接,后面的层可采用月牙形或锯齿形运条方法焊接
3,T型接头立焊时,运条的操作方法与开其它形坡口对接立焊相似,为防止焊缝两侧产生咬边、根部未焊透,电弧应在焊缝两侧及顶角有适当的停留时间
4,焊接盖面层时,应根据对焊缝表面的要求合理选用运条方法,焊缝表面要求稍高的可采用月牙形运条,如只要求焊缝表面平整的可采用锯齿形运条方法。
横焊
一,横焊
横焊是焊接垂直或倾斜平面上水平方向的焊缝。应采用短弧焊接,并选用较小直径焊接电流,以及适当的运条方法。、
二,横焊特点
横焊时熔化金属在重力作用下发生流淌,操作不当则会在上侧产生咬边,下侧因熔滴堆积而产生焊瘤或未焊透等缺欠,如下图所示。
横焊
因此,开坡口的厚板多采用多层多道焊,较薄板焊时也常常采用多道焊。
三,横焊操作要点
1、施焊时应选择较小直径的焊条和较小的焊接电流,可以有效地防止金属的流淌。
2、以短路过渡形式进行焊接。
3、采用恰当的焊条角度,以使电弧推力对 产生的缺欠熔滴产生承托作用,获得高质量的焊缝。不开坡口横焊时的最佳焊条角度如图中a所示,开坡口多层横焊时的最佳焊条角度和焊缝先后如图中b所示。
最佳焊条角度
4、采用正确的运条方式。对于不开坡口的对接横焊,薄板正面焊缝选用往复直线式运条方式。较厚焊件采用直线或斜环形运条方式,背面焊缝采用直线形运条。开坡口的对接横焊,采用多层焊时第一层采用直线形或往复直线形运条,其余各层采用斜环形运条。斜环形运条方式如下图所示。运条速度要稍慢且均匀,避免焊条的熔滴金属过多地集中在某一点上形成焊瘤和咬边。
斜环形运条方式
5、由于焊条的倾斜以及上下坡口的角度影响,使电弧对上下坡口的加热不均匀。上坡口受热较好,下坡口受热较差,同时熔池金属因受重力作用而下坠,极易造成下坡口熔合不良,甚至冷接。因此,应先击穿下坡口面,后击穿上坡口面,并使击穿位置相互错开一定距离(0.5~1个熔孔的距离),使下坡口面击穿熔孔在前,上坡口面击穿熔孔在后。焊条倾角在坡口上缘与下缘的变化与焊缝形状及熔孔关系如下图所示。
焊缝形状及熔孔关系
6、厚板的横焊适合采用多层多道焊,每道焊缝均应采用直线形运条法,但要根据各焊缝的具体情况,始终保证短弧和适当的焊接速度。同时,焊条的角度也应该根据焊缝的位置进行调节。
7、当熔渣超前,或有熔渣覆盖熔池形状倾向时,应采用拨渣运条法,如下图所示。其中,1为电弧的拉长,2为向后斜下方推渣,3为返回原处。
拨渣运条法
免责声明:本文由原创用户编辑投稿,若来源犯您的合法权益,请与我们取得联系,我们更正修改。2023年04月08日由小萱整理编辑!