数控编程100例之第6例是什么(数控编程100例之第6例怎么写)
导语:数控编程100例之第6例
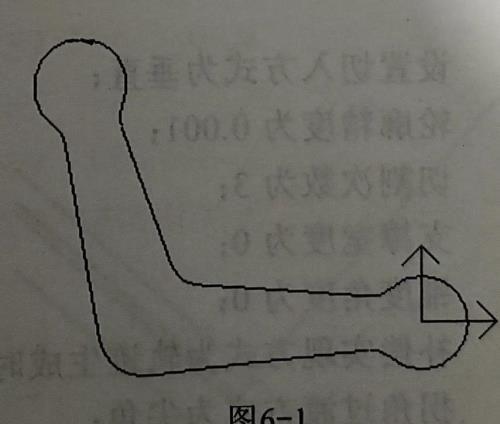
零件分析: 某冲压模的凹模,其凹模成形
部分如图6-1所示,要求加工后达到较高
的精度。其图形已经用 AuotCAD绘制完
成,文件名为X6DWG
加工坐标原点:
X:右下角圆弧的圆心:
Y:右下角圆弧的圆心
工艺分析: 本例使用慢走丝线切割机床进行加工,电极丝选用0.2mm的铜丝。采用去离子水作为工作液。数控加工时采用粗、半精、精3次切割成形,加工预留量分别为0.07mm、0.02mm、0mm,单边放电间隙分别为0.025mm、0.015mm、0.01mm,计算得到的偏移量值分别为.195mm、0.135mm、0.11mm
程序编制: 单击主菜单:文件一数据接口→dwg/dXF文件读入,在弹出的选择窗口选择正确的路径,并选择文件名x6.dwg点击“打开”,系统将会读入该DWG文件的图形,显示的图形如图6-1所示,单击主菜单,线切割轨迹生成,系统弹出线切割轨迹生成参数表对框点击“切参数”标签,确定各切割参数,如图6-2所示
设置切入方式为垂直;
轮廓精度为0.001;
切割次数为3;
支撑宽度为0;
锥度角度为0;
补偿实现方式为轨迹生成时自动实现补偿;
拐角过渡方式为尖角
样条合方式为圆弧
点击“偏移量/补偿值”标签,设置切割加工的偏移量,如图6-3所示
设置第1次加工的偏移量为0.195:
设置第2次加工的偏移量为0.135:
设置第3次加工的偏移量为0.11
单击“确定”,完成切割参数的设定。
系统提示拾取轮廓,单击圆形轮廓线上的一点,此时在轮廓上出现一对反向的看色箭头,选择顺时针方向的箭头作为切割方向:切割方向确定后,
在轮廓法线方向出现一对反向的箭头,要求选择补偿方向,选择轮廓内侧的
箭头方向作为补偿方向,输入穿丝点坐标(0,0),回车:再按回车键,使穿丝点与退出点重合,完成轮廓切割轨迹,如图6-4所示系统提示选择新的轮廓线,按回车结束退出轨迹生成。
单击主菜单:线切割→G代码/HPGL生成G代码,在系统弹出窗口中输入文件名为X6SO,按保存按钮确认文件名。选择刚生成的切割轨迹。
按回车键完成轨迹的选择,系统将生成并保存X61sO文件,同时在屏幕上以记事本打开显示文件,以下为这一轮廓线切割ISO格式的加工程序部分段落。
(X7.ISO,03/08/03,22:18:33)
N0 T84 T86 G90 G92 X0.000 Y0.000;
N12 G01 X-42.244 Y-45.798;
N14 G03 X-42.244 Y-45.798 I42.244 J45.798;
N16 G02 X-71.086 Y35.954 I-25.557 J27.708;
N18 G01 X-306.105 Y56.515;
N20 G02 X-338.242 Y81.175 I3.285 J37.552
N22 G01 X-406.907 Y269.831;
N24 G02 X-405.640 Y298.672 I35.422 J12.892;
N26 G03 X-497.802 Y273977 I-56.453 J26.362;
N28 G02 X-482.284 Y249.634 I-21.604 J-30.889;
N30 G01 X-436.358 Y-10.819;
N32 G03 X-369.570 Y-62.068 I61.358 J10.819;
N34 G01 X-71.086 Y-35.954;
N36 G02 X-42.244 Y-45.798 I3.285 J-37.552
N38 G01 X-42.284 Y-45.842
N40 G03 X-42.284 Y45.842 I42.284 J45.842;
N42 G02 X-71.081 Y36.014 I-25.517 J27.664;
N44 G01 X-306.100 Y56.575
N46 G02X-338.185 Y81.195 I3.280 J37.492;
N48 G01 X-406.850 Y269.851;
N50 G02 X-405.585 Y298.647 I35.365 J12.872;
......
N76 G02 X-405.563 Y298.636 I35.342 J12.863;
N78 G03 X-497.851 Y273.908 I-56.530 J26.398;
N80 G02 X-482.367 Y249.619 I-21.555 J-30.820;
N82 G01 X-436.442 Y-10.8341;
N84 G03 X-369.562 Y-62.153 I61.442 J10.834;
N86 G01 X-71.079 Y-36.039;
N88 G02 X-42.301 Y-45.861 I3.278 J-37.467;
N90 G01 X0.000 Y0.000;
N92 T85 T87 M02;
关键词: 轨迹生成
技术要点: 轨迹生成是在已有轮廓线的基础上,根据工艺要求生成沿轮廓线切割的加工轨迹。轨迹生成需要先设定切割参数和加工补偿量再选择加工轮廓线的方式进行轨迹的生成。
提示: 线切割轨迹生成参数表对话框的“切割参数”选项卡中,设置切割次数大于1次时,其离轮廓边界最远的切割为第1次,离轮廓边界最近的切割轨迹为最后一次切割。
技巧: 在CAXA绘制图形或者编制程序时,使用状态栏中的屏幕点的选择选项中的“智能”方式,可以自动捕捉到圆心点、端点、中点等特征点,利用“栅格”选项则可以使所选择的点的坐标为整数。
警告: CAXA软件系统不支持带有锥度的多次切割,需要在机床上作补偿。
个人观点: 使用慢走丝切割加工可以获得较高精度的加工零件,采用多次加工更能获得精度非常高的线切割加工件。
本文内容由小鸣整理编辑!