注塑斜顶是怎么运动的(有斜顶的模具如何全自动注塑)
导语:注塑模具设计#斜顶顶针的做法#小心别掉坑
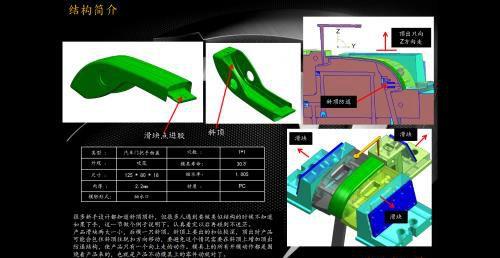
很多新手设计都知道斜顶顶针,但很多人遇到要做类似结构的时候不知道如果下手,这一节做个例子说明下。认真看完以后再碰到不迷茫。
产品滑块两大一小,后模一只斜顶。斜顶上要出的扣位较深,顶出时产品可能会包住斜顶往脱扣方向移动,要避免这个情况需要在斜顶上增加顶出防退结构,使产品只有一个向上走的动作。模具上的所有开模动作都是围绕着产品来的,也就是产品不动模具上的零件动就对了。
合模状态下弹簧处于微压缩状态这样有助于复位时有合适的力度压住顶针防止它往前面跑造成产品胶位错误,当顶出时,导向球形在止退直位的阻挡下保持顶针位置不动(固定产品),斜顶则平行后移,产品被顶针抵住不动斜顶后退强拉达到两者分离。
斜顶上的顶针圆头完全与模仁分离后弹簧释放恢复预压状态
把三个动作摆一起做个对比能清楚的看到顶针的轨迹:复位-->斜顶动顶针保持原位-->顶出分离
别把结构特殊就用特殊的钢材去做,其实顶针结构上的东西材质没有什么特殊要求,保持一个原则就够了:如果空间足够可以把“复位球面导向”位置做成镶件方便更换;空间不足时模仁硬度要大于滑块顶针硬度,尽可能防止量产中模仁被顶针多次摩擦后产生缺口。
举个例子
模仁S136 HRC50~54°对应滑块针 SKD61 RHC38~42 °,不要光看标准件书上的信息写的多少这是多少,定制的顶针硬度也是可以自定的。
斜顶合模复位时球面与模仁顶点相互摩擦,使用扁形弹簧力量过大增大摩擦系数降低使用寿命,买一整条的圆形线性弹簧,钳工配模时依实际压缩手感自行调整长度
这里特别说明下:
顶出后顶针的球形面一定不可以超过复位导向面的顶点,超过了顶针就没办法复位直接卡壳在模仁面上了
当顶针胶位面为弧形时,将顶针一个面切成D形定位
导向槽三面需做1~3度的防插烧斜面
一定要做,不做试几次模老板要扣你工资拿去修模
为防止斜顶后退时铲伤产品,斜顶后背面需减胶0.1。
文中有说的不对的请同行给我留言指出,给我指明改进提升的方向,也请各位多多分享,让各位模具人遇到类似情况的时候多一个参考方向。谢谢大家
本文内容由小珊整理编辑!