如何确定磨尾双选粉的生产参数是否正确
导语:如何确定磨尾双选粉的生产参数
通过理论推导,我们得到磨尾双选粉以下规律:
一、如果粗选粉机循环负荷率越大、细选粉机循环负荷率越大,那么系统综合循环负荷率越大、综合产品越细,反之系统综合循环负荷率越小、综合产品越粗;
二、如果粗选粉机选粉比例越大、细选粉机选粉比例越大,那么系统综合循环负荷率越大、综合产品越细,反之系统综合循环负荷率越小、综合产品越粗;
三、综合产量与出磨量成正比,与(1+综合循环负荷率)成反比,因此:出磨量越大,综合产量越大,反之综合产量越小;综合循环负荷率越小,综合产量越大,反之综合产量越小;
四、在粗细选粉机循环负荷率坐标系中以及粗细选粉比例坐标系中,一定条件下,综合产量和细度呈等位线变化,即出现等产量线和等粗线情况;
五、在粗细选粉机循环负荷率坐标系中以及粗细选粉比例坐标系中,等粗线比等产量线陡,即细度对因变量的变化敏感度大于产量。
图1《综合产量和细度在选粉比例坐标中变化规律》和图2《综合产量和细度在循环负荷率坐标中变化规律》,就是根据上述规律四和规律五绘制而得。
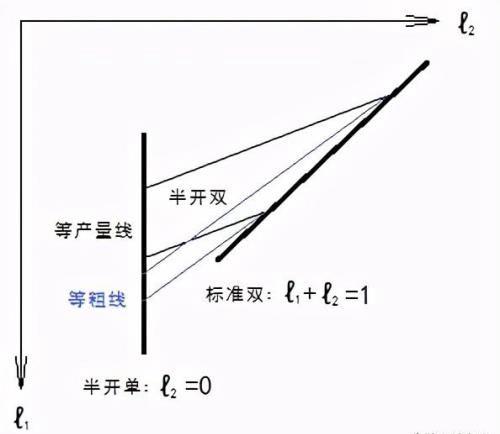
图1 综合产量和细度在选粉比例坐标中变化规律
图1中,右边斜粗线为标准型磨尾双选粉(简称为标准双)的状态线,选粉比例相加刚好等于1,即。左边竖粗线为粗选粉比例等于0时(即)半开型磨尾单选粉(简称为半开单)的状态线。半开单和标准双之间是半开双,即半开型磨尾双选粉。黑线为等产量线,在黑线下方的蓝线为等粗线。
从图1看出,等粗线(即蓝线)的宽度小于等产量线(即黑线)的宽度,说明产品细度对选粉比例变化的敏感度大于产量。
图1表明:从标准双(斜粗线),沿等产量线(黑线)从右到左,至半开单(竖粗线),细度变粗;沿等粗线(蓝线)从右到左,至半开单(竖粗线),综合产量变低。所以,在相同产量情况下,标准双产品最细,半开双次之,半开单最粗;在相同细度情况下,标准双产量最高,半开双次之,半开单最低。
在实际生产中,我们需要水泥性能好一些。这就要求水泥颗粒有粗有细、级配合理,45um筛余往往相对高一些,10um以下颗粒应占有一定比例。从图1看,合理细度范围应在闭路磨正常生产等产量线的左上方区域。
图2 综合产量和细度在循环负荷率坐标中变化规律
图2中,右边斜粗线表示粗细选粉机循环负荷率的界线,k1/k2>1。左边竖粗线为粗选粉机循环负荷率等于0(即k2=0)时半开型磨尾单选粉(即半开单)的状态线。黑线为等产量线,在黑线下方的蓝线为等粗线。
从图2看出,等粗线(即蓝线)的宽度小于等产量线(即黑线)的宽度,说明产品细度对选粉机循环负荷率变化的敏感度大于产量。
图2表明:从粗细选粉机循环负荷率界线(k1/k2>1),沿等产量线(黑线)从右到左,至半开单(竖粗线),细度变粗;沿等粗线(蓝线)从右到左,至半开单(竖粗线),综合产量变低。所以,在相同产量情况下,半开单细度最粗;在相同细度情况下,半开单产量最低。
在实际生产中,我们既要水泥性能好,也想水泥产量高。根据规律三:综合产量与(1+综合循环负荷率)成反比,因此低综合循环负荷率应在图2的左上角,高台时产量范围应在闭路磨正常生产等产量线的左上方区域。
因此磨尾双选粉技改,首先应开展调产和配制等基础性试验,通过试验找到强度满足要求、性能好的细度范围,制作类似上述的两张规律图,并据此确定合理的粉选比例范围和循环负荷率范围,就可以找到最佳的台时产量范围。
本文内容由小面整理编辑!