熔化极气体保护电弧焊优缺点(熔化极气体保护焊操作方法)
熔化极气体保护焊(GMAW)是一种焊接方法,它利用可熔焊丝和待焊接工件之间的电弧作为热源,以恒定的速度连续供给,使焊丝和母材熔化,形成熔池和焊缝。为了获得良好的焊缝,应用气体应作为电弧介质,焊接区熔滴、熔池金属和高温金属应受到保护,不受周围空气的有害影响。

一、方法和特点
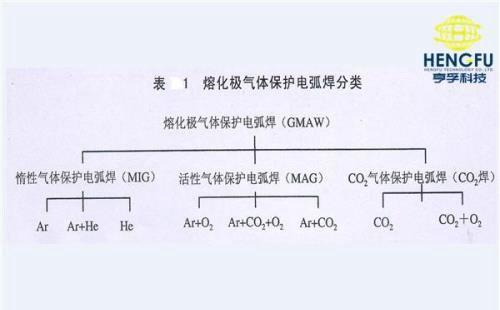
由于不同类型的保护气体和焊丝对电弧状态、电特性、热效应、冶金反应和焊接成形的影响不同,因此根据保护气体和焊丝的类型划分了不同的焊接方法。
氩中加入少量氧化性气体(O2、CO2或其混合气体)混合而成的气体作为保护气体的焊接方法称为熔融极活性气体保护弧焊(英文简称MAG焊)。通常,这种方法适用于黑色金属。通常,活性气体中的O2含量为2%~5%,CO2含量为5%~20%。其功能是改善电弧稳定性和焊缝成形。
以纯CO2气体为保护气体的方法称为CO2气体保护焊。CO2+O2混合气体也用作保护气体。CO2焊接因其成本低、效率高,现已成为黑色金属的主要焊接方法。
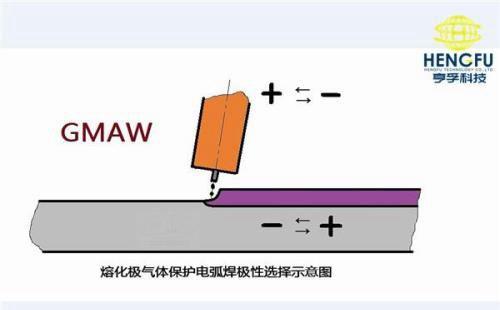
从上面可以看出,电弧形状、熔滴过渡和焊缝形状随着保护气体性质的不同而不同。对焊接效果有重要影响。因此,电极气体保护焊按照保护气体进行分类。另一方面,根据焊丝端部熔滴过渡形式,除了典型的喷焊过渡弧焊外,还有短路过渡弧焊法和脉冲弧焊法。这些焊接方法对电源有不同的要求,喷射过渡和短路过渡弧焊都采用直流恒压源,对直流电源有特殊的要求。脉冲电弧焊法采用直流脉冲输出特性电源。
各种弧焊方法对气体的保护具有不同的特点。大多数低碳钢采用CO2焊接方法。采用磁悬浮焊可以获得稳定的焊接工艺和美观的焊接。但是它不如CO2焊接那么经济。脉冲磁性焊接在临界电流以下的低电流范围内可以获得稳定的喷涂过渡。
二、适用范围
MIG焊接适用于焊接不锈钢和有色金属,如铝和铜。然而,对于低碳钢来说,这是一种昂贵的焊接方法。
脉冲MIG焊类似于脉冲MAG焊,可以在小电流间隔内实现稳定的喷雾过渡。
短路过渡焊法适用于全位置焊接,主要用于焊接中、薄板和根焊。飞溅大,成型不好。目前,从焊接电源和保护气体方面采取的措施有了很大的改进。
三、工艺特点
GMAW工艺采用连续送丝和高电流密度,焊丝熔化率很高,焊接变形较小,熔渣较小,易于清洗。
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请与我联系,一经查实立刻删除内容。本文内容由快快网络小苹创作整理编辑!