gh4169加工工艺(gh4169是什么材料好加工吗)
导语:GH4163工艺性能与要求
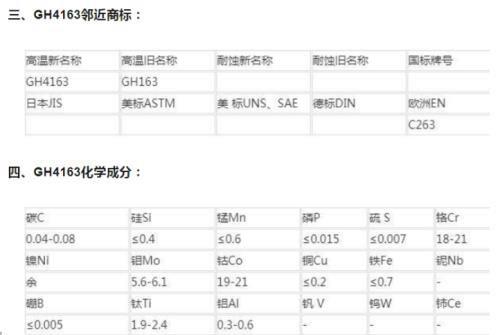
GH4163(GH163)沉淀硬化型变形高温合金
GH4163是Ni-Cr-Co基沉淀硬化型变形高温合金,使用温度可达850℃。合金在800℃以下具有较好的抗氧化性能,具有较高的屈服强度好蠕变强度,应变时效裂纹倾向性小,抗冷热疲劳强度性能好。合金具有满意的成形性能和焊接性能。适于制作航空发动机主燃烧室和加力燃烧室的板材焊接结构件和承力件,主要产品有热轧和冷轧板材、热轧和锻制棒材、冷拔(轧)无缝管和环形件等。
合金已用于制作航空发动机火焰筒、加力筒体、安装边、安装座和管件等。批产和使用情况良好。
零件须在固溶状态下进行焊接,可采用点焊、缝焊和氩弧焊等方法进行焊接。合金在高温长期时效或长期应力时效中,有η相析出
摘自GB/T141992,杂质元素分析有区别的摘自GB/ 15062、GJB 1952A、GJB 2297A、GJB 3165A、
GJB 3317A和GJB5301,见表
热处理制度
摘自HB/Z 140,各品种的标准热处理制度为:
固溶处理:1150℃±10℃;时效处理:1150℃±10℃×8h/AC。其中:
A 锻件、环形件,固溶保温时间(1.5~2.5)h,水冷;
B 管件,固溶保温时间≤15min,空冷或适当冷却;
C 板材、带材,固溶保温时间:δ≤4mm,(5~15)min,空冷;4mm﹤δ≤10 mm,≤30 min,空冷或适当冷却;δ﹥10 mm,≤120 min,空冷
D 热轧和锻制棒材,固溶保温时间:d≤8mm,30 min,水冷(空冷或油冷);d﹥8 mm,(90~150)min,水冷(空冷或油冷)。
八、GH4163加工处理和焊接性能:
合金具有满意的焊接性能,可采用点焊、缝焊和氩弧焊等方式连接。焊前需固溶处理,焊后时效处理,时效后一般不进行焊接。
GH4163材料技术标准:
GB/T 14992 高温合金和金属间化合物高温材料的分类和牌号
GB/T 15062 一般用途高温合金管
GJB 1952A 航空用高温合金冷轧板规范
GJB 2297A 航空用高温合金冷拔(轧)无缝管规范
GJB 3165A 航空承力件用高温合金热轧和锻制棒材规范
GJB 3317A 航空用高温合金热轧板规范
GJB 5301 航空用高温合金环形件规范
HB/Z 140 航空用高温合金热处理工艺
GH4163物理性能
熔化温度范围:1320℃~1375℃,
密度:p=8.35g/cm3,
磁性能:合金无磁性,
弹性性能:20℃,G=86GPa。
GH4163工艺性能与要求
成形工艺与性能;钢锭锻造加热温度为1120℃±10℃,终锻温度不低于900℃,板坯及热轧板轧制时的加热温度为1130℃±10℃,冷轧薄板总压下量大于20%,中间淬火温度为1080℃±10℃。
工艺性能;板材供应状态的极限深冲系数为2.05,厚度0.5mm~4.0mm板材供应状态的弯曲系数为3.0。
GH4163焊接性能;合金具有满意的焊接工艺性能,可采用点焊、缝焊和氩弧焊等方法焊接。隆继焊前需固溶处理,焊后进行时效,时效后一般不再进行焊接,如需要焊接则在焊后要再经时效处理。
零件热处理工艺;各种半成品(板、棒、带等)的固溶处理温度为1150℃±10℃,消除零件冷加工应力的中间退火温度为1080℃±10℃;零件在固溶状态下进行焊接,焊后经800℃±10℃x8h/AC时效处理。
表面处理工艺;固溶处理和中间退火后的表面氧化皮用化学方法消除。组合件在时效后一般不清除氧化皮。部件在时效处理后不允许用化学方法清除氧化皮。
本文内容由小媛整理编辑!