焊锡浆印刷工艺流程(焊锡浆印刷工艺有哪些)
导语:焊锡浆印刷工艺
描 述
焊锡膏是由助焊剂和金属颗粒组成的一种触变性的悬浮液。外观呈糊状。通常金属颗粒占质量百分比90-90.5%;体积百分比大约为50%。
作用
焊锡膏在回流焊过程中提供焊锡中间体,形成具有足够机械强度和电气强度的焊点。其中的助焊剂在焊接过程中通过物理化学变化影响焊点的焊接质量。
1.1.1焊锡膏化学组成
如前所述,焊膏由金属颗粒和助焊剂系统组成,
1.1.1.1助焊剂
自然界中绝大多数金属暴露在空气中时都会在其表面形成氧化层,妨碍焊接。因此在焊接进行前应清除氧化层。所以助焊剂的最基本功能就是用于净化焊接金属表面和焊料表面、帮助焊接。
实际上,因为助焊剂融点低于金属焊料,所以融化的助焊剂还能起到辅助热传递的作用;促使热从热源区向焊接区传递,加速焊料均匀熔化。除此之外,助焊剂还能通过降低熔融焊料的表面张力来提高浸润效果。
助焊剂主要由以下几种成分组成:
M助焊剂
---除去焊盘表面、元件引脚表面的金属氧化物
---防止表面再氧化
M活化剂
---激活助焊剂,除去金属氧化物
M溶剂
---溶解组分
---提供流动性
M触变剂
---防止焊膏结块
---改善印刷特性
1.1.1.2 焊锡膏合金颗粒(焊料)
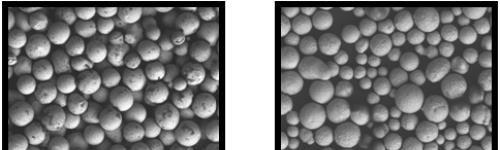
焊料是易熔金属,它在母材表面能形成合金,并与母材结合为整体。在焊锡膏中的焊料通常是球形的金属粉末。因为球形粉末在定体积下总表面积最小,这就减少了表面氧化的面积。另外,球形粉末外形一致性好,容易进入模板孔隙。
焊料颗粒尺寸有较严格的要求。太小容易被氧化,太大则很难进入模板孔。焊料金属颗粒直径的选择基本原则是孔的宽度必须大于3倍金属颗粒的直径。
通常焊料颗粒直径与适用的开孔间距对应关系见下表:
实际应用中对于12mil以下的间距因为元件制造价格昂贵,生产中应用难度大等原因多改用BGA等其他封装形式。以降低成本和技术难度。
合金成分直接影响焊接特性,因此合金成分的选择尤其重要。通常使用的成分是63Sn/37Pb,62Sn/36Pb/2Ag。
电子线路的焊接通常使用的温度在180-300摄氏度之间,实际操作中多用210-250摄氏度。因为元器件在高温条件下极易损坏;有些热敏元件耐热温度更低。焊料的熔点必须满足这一基本要求。而且在熔融状态下焊料合金在被焊金属表面的流动性,浸润能力要良好。在这里有一个要强调的地方是,焊料熔点不是焊接温度;实际操作中的焊接温度要高于熔点。
另一个重要的要求是在快速凝固冷却时要有良好的组织结构、机械性能、导电性能,和抗腐蚀,抗环境温湿度变化的能力。
最后一点,焊料金属要来源广泛,价格低廉,并且易于加工、运输和贮存。
1.1.2焊锡膏的特性
1.1.2.1 流变性能
M 触变性和假塑性流变
焊锡膏中混有一定量的触变剂,具有假塑性流体性质,具体表现为:
----随着剪切力增大,黏度迅速降低,但下降到一定程度,即趋于稳定。
----在一不变剪切力下,液体的流动特性是一条迟滞回线。
这一特性,使焊锡膏在印刷时,在刮刀推力作用下,黏度迅速下降,在模板开孔部位时因黏度下降得很低,所以能迅速填充模板开孔,沉降到PCB上;当外力停止时,焊锡膏黏度在稍作迟滞后迅速回升,所以,焊锡膏在离开模板时仍然能保持外形的完整。而短暂的迟滞使焊锡膏能在PCB与模板分离的瞬间不会粘连到模板上。
M 三个流变指标
粘度--定义为流动变形的阻力(h =t/D);很大程度上影响焊膏在印刷模板上的滚动性。
触变指数---定义为在剪切率增加时,黏度比的改变。
{TI=[Log(h1/ h2)-Log(D2))/Log(D2/D1)]。影响焊膏与模板孔隙的离。
触变值---定义为迟滞回线的面积。
1.1.2.2黏性
黏性的主要作用是固定元件。黏性不足会导致元件在PCB板上移动。黏性太强,会在焊膏与模板分离使造成困难,还会因为焊膏下落不充分导致印浆质量差,因为不合适的黏性导致膏条滚动性很差。
黏性的主要受影响于:时间,温度和湿度。因为黏性会随着温度的上升而明显下降,所以印刷焊锡膏时的理想温度一般为23摄氏度左右。
1.1.2.3塌陷性
塌陷指焊锡膏在印刷到焊盘上以后,随着时间的延长,焊锡膏被按照模板开孔的形状会逐渐改变,原本垂直的立面会逐渐塌落。主要影响是容易形成焊料球:落在焊盘外的焊膏在回流焊过程中没有被熔融的焊锡拉回,因而在焊盘旁边形成焊料球。
1.1.2.4 助焊剂活性
助焊剂的活性对焊接工艺有很大的影响:通常活性越强,腐蚀也越大;从而决定PCB是否需要清洗。助焊剂活性低时,需要使用氮气作为焊接保护气体。
根据其活性分类分为R,RMA,RA几种:
R:低活性。
RMA:中等活性
RA:高活性
1.1.2.5 其它性质
M绝缘电阻(SIR) --- 按照PerIPC-SF-818标准应大于级108
M残余固体含量。完全蒸发后固体的残余量。
M 电迁移。即水溶液中的电阻率。
M铜镜腐蚀性。检查助焊剂对铜层的腐蚀性。
M铬酸银试纸。检查助焊剂中卤化物的含量。
M颜色。
M 助焊剂残余。正常焊接情况下的助焊剂残留量。
1.1.3 焊锡膏的贮存
为了防止金属颗粒氧化、吸潮和助焊剂系统挥发。通常在2-8 摄氏度、30-60%RH密封情况下能储存三个月。
1.1.4 焊锡膏的分类
焊锡膏按照不同的分类原则有多种不同的分类方法,例如前面提到的按照助焊剂活性分类,以及下面两种方法分类。
按照溶剂不同
M酒精类(ex.AlphametalsLR725,737)
M水(ex.AlphametalsWS609)
M有机物
M无机物
按照清洗工艺不同
MCFC清 洗(含氯氟烃类清洗剂)
M水清洗 (ex.AlphametalsWS609)
M免清洗 (ex.AlphametalsLR725,737,HeraeusF360)
1.1.5 代号系列
焊锡膏的生产商一般是按照一定规则命名产品代号的。从中我们可以看出很多有用的信息。
1.1. 6焊锡膏的选择
焊锡膏的选择首先要根据产品的要求选择使用哪类产品,然后再根据焊锡膏的性能进行选择。好的焊膏具有良好的可印刷性,可焊性,稳定的质量。
除此之外,焊膏印刷中对焊锡膏的选择通常遵循以下规则,钢模板的垂直厚度应该至少是焊膏中最大焊球直径的三倍(H>=3Dmax),钢模板上孔的宽度至少是焊膏中最大焊球直径的三倍(W>=3Dmax)。
1.1. 7回顾与展望
从环保的要求发展来看,焊锡膏从CFC清洗到水清洗再到免清洗,并一直向着免清洗的方向发展,逐渐由污染到绿色环保的方向发展,并将继续下去。
从SMT技术的发展方向看,逐步向适用于超小间距组装工艺的焊膏发展,这就要求更细小的金属颗粒,更好的特性。
本文内容由小德整理编辑!