车刀的磨损及车刀的刃磨损的区别(车刀的磨损有哪两种形式)
导语:车刀的磨损及车刀的刃磨
刀具的磨损是由机械摩擦和切削热两个方面的因素造成的。在车削过程中,车刀前刀面和后刀面处于剧烈的摩擦和切削热作用下,会使车刀变钝失去正常的车削能力,这就叫车刀的磨损。
一、刀具的磨损
车刀的磨损有非正常磨损和正常磨损两种形式。非正常磨损主要指切削刃或刀面上产生裂纹、崩刃、卷刃或碎裂等现象。以下主要介绍车刀的正常磨损
1.车刀的正常磨损
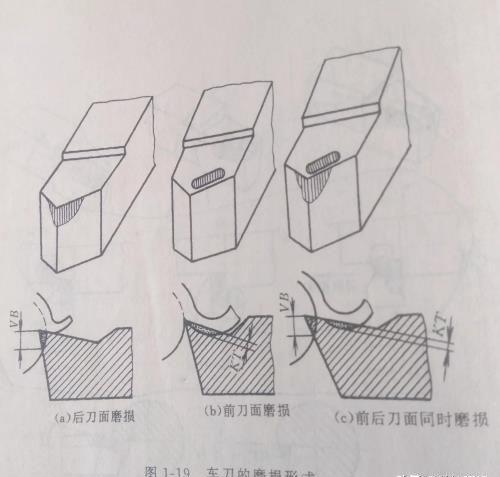
(1)后刀面磨损后刀面磨损主要发生在与切削刃邻近的后刀面上,磨损的程度用磨损形成的棱面高度VB表示(图1-19a)。当车削脆性材料金属或选用较低的切削速度、较小的切削厚度(an<0.1mm)车削塑性材料时,均易产生后刀面上的磨损
(2)前刀面磨损前刀面磨损主要发生在前刀面上,当选用较高切削速度、较大切削厚度(a>0.5mm)车削塑性材料时,易在前刀面上形成月牙注状的磨损。前刀面上的磨损量以月牙洼的深度KT表示(图1-19b)
(3)前、后刀面同时磨损(图1-19c)选择中3等切削速度与中等进给量车削塑性板料的金属时,易产生前、后刀面同时磨损现象。
2.车刀的磨损过程
刀具的磨损过程一般分为三个阶段。通常说的刀具磨损主要指后刀面的磨损。后刀面的磨损量VB和切削时间之间的关系可用图1-20表示。
(1)初期磨损阶段刃磨后的刀具由于表面粗糙度值大,表面层组织不耐磨,所以刚开始切削阶段磨损较快。
(2)正常磨损阶段刀具经过初期磨损阶段,很快在刀具后刀面上磨出一条较窄的磨损带,使接触面积增大,单位面积上的压力减小,磨损减慢。这个阶段是刀具工作的有效期间,使用刀具时不应超出这个阶段
(3)急剧磨损阶段刀具正常磨损以后如不及时刃磨,就会使摩擦力增大,切削温度上升使刀具很快变钝失去切削能力,使用刀具一定要避免这一阶段。
二、车刀的刃磨
1.砂轮的选择
工厂常用的磨刀砂轮有两种:一种是氧化铝砂轮,另一种是绿色的碳化硅砂轮。氧化铝砂轮砂粒的韧性好,比较锋利但硬度较低,适应于刃磨高速钢车刀及硬质合金的刀杆部分。碳化硅砂轮的砂粒硬度高、切削性能好,但比较脆,适应于刃磨硬质合金车刀。
2.车刀的刃磨
车刀刃磨方法有机械刃磨和手工刃磨两种。90°便质合金车刀刃磨步骤如下:
(1)首先在氧化铝砂轮上将刀面上的焊渣磨掉,并把车刀底平面磨平
(2)在氧化铝砂轮上粗磨出刀杆上的主后刀面和副后刀面,其后角要比刀头上后角大2
(3)在碳化硅砂轮上粗磨出刀头上的主后刀面和副后刀面,其后角比正确后角大2°~3°(图1-22)
(4)磨断屑槽(图1-23)。
(5)精磨刀头上主后刀面和副后刀面,使其符合要求(图1-24)。
6)磨负倒棱(图1-25)。
(7)磨过渡刃
刃磨高速钢车刀时一定要注意刀头冷却,防止因磨削温度过高造成车刀退火;刃磨硬质合金车刀时一般不用冷却,若刀杆太热可将刀杆浸在水中冷却,绝不允许将高温刀头沾水,以防止刀头断裂。
本文内容由小余整理编辑!