发热剂在浇钢过程中的关键作用是什么(发热剂在浇钢过程中的关键作用有哪些)
导语:发热剂在浇钢过程中的关键作用
发热剂在浇钢过程中的关键作用,发热剂在浇钢过程中采用保温帽和绝热板,能使钢锭缩孔减少,提高钢材收得率,再配合使用发热剂材料,效果更为显著。
发热剂材料可分为粉状、粒状及板状三种。前者发热效果好,但灰尘较大,影响作业环境,因此各国普遍采用后两种发热剂。
1、粒状发热剂
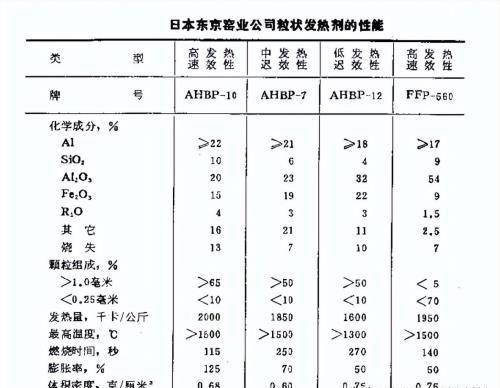
下表为日本东京窑业公司粒状发热剂的性能。该产品的特点是灰尘量少,10~0.25毫米的颗粒料占90%以上,颗粒坚固,不易损坏,富有膨胀性,保温性能好,含水率小于2.5%。
粒状发热剂的使用方法,一般是在浇钢完成后立即投进模内,或者待钢水面达到绝热板下缘时使用,具体方法应根据钢种而定。发热剂材料平均消耗量为3.4~3.7公斤/吨钢。
苏联克拉马托尔斯克钢铁厂采用石墨灰渣发热剂浇钢,废品率下降52%,其中结疤下降77%;另一厂发热剂组成如下:金属铝15%,铁矿5%,焦粉50%,粘土熟料30%。
2、板状发热剂
板状发热剂是由粒状耐火材料、结合剂和纤维等材料组成的。生产时,按配合比要求称量,混练和成型,干燥后即为成品。板状发热剂也称为发热盖板。该盖板厚度一般为25~45毫米,最常用的盖板厚度为30毫米。其特点是其有膨胀性和保温性。下表为日本发热盖板的主要性能。
发热盖板上有铁丝,在浇钢前悬挂在钢锭模的上沿。浇钢后,盖板开始燃烧并膨胀,使之与钢锭模之间的间隙缩小,以延缓钢锭头部的散热,减小缩孔,提高收得率。盖板的平均单耗约为1.3公斤/吨钢。
另外,英国和日本等国家的钢锭模内表面,采用陶瓷碳质涂料,浇钢前涂抹一层,厚度为0.3~0.5毫米,可方便脱模,提高钢锦模寿命约为30%,钢锭表面处理量减少2~3倍。该种涂料的平均单耗为0.07~0.08公斤/吨钢;另外,日本在钢锭模用铸铁底板上,镶嵌石墨碳化硅板,能够提高钢锭底部表面的质量,增加收得率。该板拆卸方便,容易脱模,不沾钢,使用寿命为247次左右。石墨碳化硅板的性能如下:SiC 30~36%,C 35~40%,Al2O3和SiO2均为8~12%;耐火度1790℃,体积密度1.90~1.98克/厘米3,显气孔率20~28%,耐压强度200~280公斤/厘米,1000℃线膨胀率0.3~0.5%。
本文内容由小楠整理编辑!