游标卡尺测工件(游标卡尺测量工件时的读数方法)
导语:机械:机械加工常用量具以及测量(游标卡尺的读数方法)
为了保证产品质量,必须对加工过程中及加工完毕的工件进行严格的测量。用来测量工件及产品形状、尺寸的工具称为量具或量仪。量具的种类很多,根据其用途及特点不同,可分为万能量具、专用量具和标准量具等。
1.万能量具
能对多种等件、多种尺寸进行测量的量具。这类量具一般都有刻度,在测量范围内可测量出零件或产品形状、尺寸的具体数值,如游标卡尺、千分尺、百分表和万能角度尺等。
2,专用量具
专为测量零件或产品某一形状、尺寸制造的量具。这类量具不能测出具体的实际尺寸,只能测出零件或产品的形状、尺寸是否合格,如卡规、量规等。
3、标准量具
只能制成某一固定尺寸,用来校对和调整其他量具的量具,如量规。
下面主要介绍万能量具。
一、游标量具
凡利用尺身和游标刻线间长度之差原理制成的量具,统称为游标量具。常用的游标量具有游标卡尺、游标高度尺、游标深度尺,齿厚游标卡尺和万能角度尺等。
1·游标卡尺
游标卡尺可用来测量长度、厚度、外径、内径、孔深和中心距等。游标卡尺的精度有0.1 mm、 0.05 mm和0.02 mm三种。
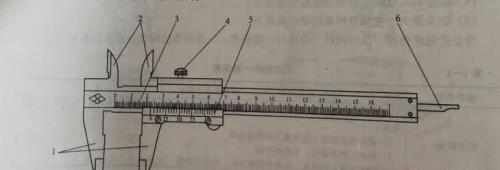
(1)游标卡尺的结构 图1-7所示为三用游标卡尺,它由尺身、游标、内量爪、外量爪、深度尺和紧固螺钉等部分组成。
1一外量爪2一内爪 3一尺身 4一紧固钉5一标6一深度尺图1-7三用游标卡尺
(2)游标卡尺的刻线原理0.05 mm游标卡尺刻线原理是;尺身每1格长度为1 mm,游标总长为39mm,等分20格,每格长度为3920= 1.95 mm,则尺身2格和游标1格长度之差为: 2 mm-1.95mm0.05 mm,以它的精度为0.05 mm。
0.02 mm游标卡尺的刻线原理:尺身每1格长度为1mm,游标总长度为49 mm,等分50格,游标每格长度为49/50=0.98 mm,尺身1格和游标1格长度之差为1 mn-0.98 mn=0.02 mm,所以它的精度为0.02 mm。
(3)游标卡尺的读数方法 首先读出游标尺零刻线左边尺身上的整毫米数,再看游标尺从零线开始第几条刻线与尺身某一刻线对齐,其游标刻线数与精度的乘积就是不足1 mm的小数部分,最后将整毫米数与小数相加就是测得的实际尺寸。
0.02 mm游标卡尺的读数方法
本文内容由小璎整理编辑!