如何检测螺纹质量好坏看完这篇文章就知道了(螺纹怎么检)
导语:如何检测螺纹质量好坏,看完这篇文章就知道了
螺纹是人类最早发明的6种简单机械之一。螺纹具有容易装配、容易拆卸的优越性,使得其广泛地应用到机械制造、航空航天、核电、化工、军工等领域。
螺纹零件的机械性能除与材料、加工工艺相关外,几何参数的加工质量也是影响其性能的重要因素。因此,螺纹几何参数的检测是螺纹零件生产过程中的重要环节。对螺纹进行测量分析、给出评定,可以有效减少不合格螺纹的使用,预防连接失效。
传统的螺纹检测方法分为两类:一类是综合检测法;另一类是单项检测法。
1.综合检测法
综合检测法是按照泰勒包容原则,采用通端螺纹量规检验螺纹制件的可旋合性,用止端螺纹量规检验中径单项的制造偏差,这样的检测方法统称综合检验,其主要反映螺纹使用性能的检验,又称功能检验。其目的是检验合格性,适合车间生产条件下成批的生产测量,检测效率高,在螺纹检测中占主导地位。但只能判断是否合格,而不能给出具体的螺纹几何参数值,只适用于一般准确度螺纹制件的检验。
螺纹量规按内、外螺纹分为螺纹塞规和螺纹环规:
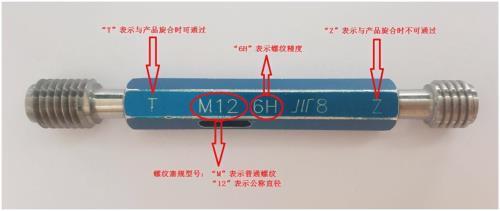
图1-螺纹塞规

图2-螺纹环规
如果是内螺纹检测,那就要用螺纹塞规了,螺纹塞规见图1,它是一个外螺纹设计,类似于一个双头,一头外螺纹是止规,标有“Z”,一头的外螺纹是通规,标有“T”。将螺纹塞规标有“T”的一端用手旋入内螺纹孔,应能顺利通过;将螺纹塞规标有“Z”的一端用手旋入内螺纹孔,旋入的螺距不得超过两个螺距(若螺纹是英制螺纹,则旋入的螺距不得超过三个螺距)。
如果是检测外螺纹,则需要用螺纹环规来测量,螺纹环规见图2,它就是一个螺母的样子,不过这个环规都是二个为一套,一个厚一点,一个薄一点,检测的方法同上述的螺纹塞规的检测方法一致。
用一句话来概括就是:通端要通,止端要能止,这样检测出来的产品就是合格的。
我们知道,螺纹是有粗牙和细牙之分的,检测时要使用同样的螺距的量具,粗牙就要是粗牙的量具来测量,细牙也要用细牙的量具测量,这个千万不可搞混。
2.单项检测法
单项参数检测法是指用计量工具或仪器对螺纹的每个参数进行独立测量。通过对各参数误差的分析,以进一步控制螺纹的参数指标,故又称为分析检测。其主要特点是对每一个参数都可以定量得出结果,从而可为分析各项工艺因素造成的螺纹质量问题提供基础,并对各参数本身的制造偏差在综合误差中所占的比重提供较确切的数据。常用的单项参数检测方法有量针法、双球法、影像法等。与综合检测法相比,单项参数检测法检测比较复杂,各项参数需要经过公式计算、补偿后才能得到,对螺纹是否符合要求具有一定说服力。
下面介绍下单项检测法中检测螺纹中径都有哪些方法:
(1)用三针测量法:
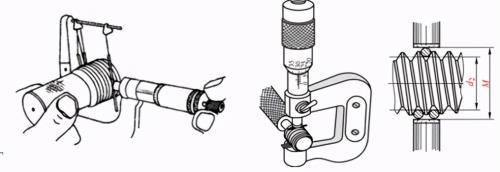
图3-外螺纹中径测量的三针法
根据被测螺纹的螺距,选择合适的量针(在GB/T 28703附录C中有量值直径选择的介绍),在测试前需清洁被测螺纹与量针表面,将三针分别置于外螺纹两侧沟槽内,用千分尺直接测量三针外跨距M,再根据已知的螺距,牙型半角及量针的直径计算出螺纹的中径。
计算公式为:d2=M-3d0+0.866P
其中:M为三针外跨距,d_0为三针直径,P为螺距
(2)使用螺纹千分尺检测法:
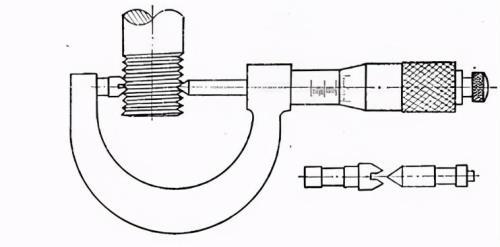
图4-外螺纹中径测量的千分尺测量法 此方法使用螺纹千分尺检测螺纹工件的中径,普遍测量三角螺纹,检测方法和外径千分尺相同,有两个与螺纹牙型角相同的测量头,一个呈圆锥体,一个呈凹槽,不同的螺距匹配的测量头是不一样的,测量头上会标注有适用螺距的范围,根据被测螺纹螺距的不同,选择相应的测量头。检测前需将千分尺调准零位,检测螺纹时,把螺纹千分尺的两个测量头调整好位置,正好卡住螺纹的牙型面上,得到的参数就是该螺纹中径的实际尺寸。
3.对比传统的螺纹单项检测方法,还有一种高精度螺纹多参数自动测量方法,通过测头沿被测螺纹轴向剖面轮廓进行二维接触扫描,获取被测螺纹轴向剖面轮廓的二维坐标信息,由计算软件算出各被测螺纹参数的测量结果,通过扫描法可直接测量出螺纹的大径,中径,小径,螺距,牙侧角等参数,并实时显示螺纹轮廓的牙型曲线图。
螺纹多参数检测方法,解决了传统螺纹检测方法的弊端,测量结果直观准确,对国内螺纹产品的质量提升起到了重要的积极作用。
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请与我联系,一经查实立刻删除内容。本文内容由快快网络小茜创作整理编辑!