> 知识
数控车床的对刀是为了确定什么坐标系(数控铣床的刀具)
导语:数控车床的对刀
我们假设刀架上装有四把车刀:T0101外圆粗车刀,T0202外圆精车刀,T0303切槽刀,T0404螺纹刀,则对刀步骤如下:
1.外圆粗车刀对刀
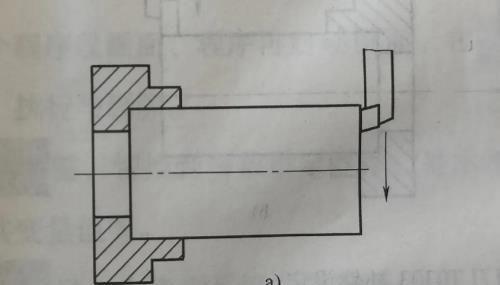
按控制面板上JOG键,选择手动模式对刀。手动选择T0101外圆粗车刀,并让主轴正转。刀具车削端面后,刀具z向不动车刀沿x方向退出,a图。
2)按OFS/SET功能键,进入参数输入界面,按‘‘补正’’和‘‘形状’’软开关键,则显示补偿参数界面,
将光标移至设置补偿的刀具号位置,即番号G001 行Z列,输入Z0,
按‘‘测量’’软开关键,进行Z轴补偿设定。
3)刀具车削外圆后,,刀具x向不动车刀沿z轴方向撤出,图b。
测量工件车削后的直径(假设测量都直径是29.5mm)。进入OFS/SET参数输入界面,按‘‘补正’’和‘‘形状’’软开关键,则显示刀具补正界面,将光标移至设置补偿的刀具号位置,即番号G001行X列,输入测量的直径,按‘‘测量’’软开关,进行X轴补偿设定。
2.外圆精车刀对刀
外圆精车刀对刀与外圆粗车刀对刀步骤基本相同。
1)车削工件端面(图a)设定z轴补偿值。
2)车削工件外圆(图b)设定x轴补偿值。
3.切槽刀对刀
1)接触工件端面(图a)设定z轴补偿值。
2)接触工件外圆设定x轴补偿值。
4螺纹刀对刀
1)接触工件端面(图a)设定z轴补偿值
2)接触工件外圆(图b)设定x补偿值
这样四把刀就对刀完成了
本文内容由小玥整理编辑!