机械夹具的组装方法(夹具的装配)
导语:机械装配常用夹具(小技巧更贴近实际情况)
“ 培养一批能真正懂得设计精髓、理论结合实际的机械工程师。”
——正达教育荣誉出品
工装和夹具是生产上的技术准备,也是工艺设计的重要内容。系统掌握夹具的种类、作用及使用要点,系统掌握工装的设计要领,是搞好工艺设计的基础。
一、常用装配夹具
1.夹具的种类
在装配结构件产品的过程中,凡属用来对零件施加外力。使零件获得正确定位的全部装备,称为组装夹具。组装夹具施加给零件的作用力有四种方式:夹紧、压紧、拉紧、顶紧(或撑开)。
由于夹具的功能不同,组装夹具又分专用夹具和通用夹具两种。通用组装夹具一般都是单个的小型夹具,它具有两个明显的特点:第一是灵活,独立使用、轻便小巧,使用范围广泛;第二是通用,一样的夹具可以组装多种产品,或者只要稍加改动即可用来组装另一种产品。专用组装夹具则比较复杂,但操作简便、效率高。其夹具力往往来源于机械、气动、液压等。
按照夹具本身的性质来分,组装夹具主要包括螺旋夹具、杠杆夹具、气动夹具、液压夹具、楔条夹具、偏心夹具、磁铁夹具等。
2.夹具的选用和设计要领
(1)螺旋夹具
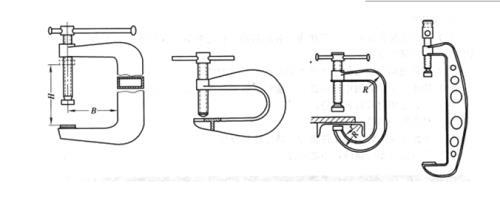
1)弓形螺旋夹。弓形螺旋夹也称U形夹,它是起夹紧作用的丝杆夹具。
弓形螺旋夹应设计得轻巧、适用、坚固。因为这类夹具都是手工操作,不能做得太笨重,应在保证有足够强度的前提下尽可能做得轻巧。如图所示为几种比较理想的设计形状。
2)螺旋拉紧器。螺旋拉紧器又称松紧螺栓,它是起拉紧作用的丝杆夹具。螺旋拉紧器一般都是用具有正反螺纹或单向螺纹的丝杆和螺母,加上圆管和钩具等零件制成,如图所示。
旋拉紧器不仅用于组装,也可用于矫正钢结构产品。当拉紧器不够长时,一般都补加链条接长。
从结构的不同形式来分,螺旋拉紧器有两种:一种是使用时转动螺母,如图3—6a所示,其丝杆是分开的,两个螺母是用适当长度的拉杆连接一起,钩具和丝杆连在一起。另一种如图3—6b所示,使用时转动丝杆,这种拉紧器的钩具可以通过圆管连接在螺母上,也可将钩具直接焊在螺母上(此形式适用于较短的拉紧器)。
在拉紧器本身结构强度较大的情况下,拉紧器也可当推撑器使用,如图3—6b所示。
图3—6c所示是两种简易的螺旋拉紧器。图3——6d所示是没有正反螺纹而只有单向螺纹的拉紧器。
3)螺旋推撑器。螺旋推撑器即丝杆顶具,是起顶紧或撑开作用的,如图3—7所示。
图3一7a所示是最简单的丝杆顶具,由丝杆、螺母、圆管三种零件组成。其丝杆头是尖的,因此只适宜于顶厚板或较大的型钢。图3一?b所示顶具与前者有所不同,即在丝杆头部增加了压块,顶压时不会损伤工件,也不会打滑,而且它的另一端也装配有压块,当操作过程中转动丝杆不方便时,可以转动圆管,同样推动丝杆前进。例如,在圆筒形工件内部操作时,使用这种工具比较方便。图3一—7c所示的顶杆,是用具有正反螺纹的螺杆制成的。
(2)杠杆夹具。杠杆夹具结构简单,应用非常广泛。简易的杠杆夹具,成本低,制作容易,为生产中所常用。例如U形夹,不仅用于组装,还可用于矫正和反转工件,槽钢、工字钢、板料的翻转一般都用U形夹。U形夹的几种形式如图3——8所示。
(3)气动夹具。气动夹具的基本形式分为两种:当气缸的力直接作用在工件上,或者通过压块作用在工件上,这类气动夹具是一般的气动夹具;如果气缸的力不是直接作用在工件上,而是通过杠杆把力传给工件,这类夹具称为气动一杠杆复合夹具。图3—9所示为几种基本的气动杠杆夹具。从这里可以看出,杠杆的作用之一是转换了力的方向。图3—9a所示为从水平方向压紧工件,图3——9b所示为从垂直方向压紧工件,图3—9c所示为通过压块把力分解为两个方向,从水平、垂直两个方向同时压紧工件。
(4楔条夹具
1)楔条夹具分类。楔条夹紧有两种基本形式,如图3—10所示。
一种形式是楔条直接作用于工件上,如图3—10a所示。由于楔条直接在工件上摩擦,因此要求被夹紧面比较平整、光滑。同时,用这种方式进行楔条夹紧,被夹紧的工件会跟随楔条的推进而产生移动,因此工件的前方要设置定位挡铁。钢结构件装配所用的楔条夹具多属这一类型。
第二种形式是通过中间元件把力传到工件上,如图3—l0b所示。这种形式能改善楔条与工件的接触情况,避免因工件表面粗糙而使楔条移动困难,又可防止工件的夹紧表面受到损伤。这种夹紧方式还能在楔条难以达到的工作表面上进行夹紧。
2)常用楔条夹具。图3--11所示为简单楔条夹具。图3一lla所示是简单的楔口夹板,一般用于型钢和板料连接时的夹紧。图3一llb所示是适用于同一场合的夹具,但是斜面不是做在U形夹的内面,而是另外打人楔条。由于楔条必须用锤敲击,如果楔条的斜面角太大,就不能达到白锁。为了使楔条有自锁的作用,楔条的斜面角一般采用10°~15°。楔条通常用碳素工具钢制造,淬火后的硬度为50~62HRC。
如图3—12所示为带嵌板的楔条夹具。楔条的截面形状可根据需求设计。图3—12a所示为矩形截面,图3—12b所示为圆形截面,这种夹具主要用于板料的对齐。
如图3—3所示为可调楔条夹具,在拉板I的两个方孔中,扣定圈Ⅱ分别焊在被拉的两块板料上。在扣定圈的孔中打人楔条便可进行对齐。由于在拉板两边方孔的两侧焊有挡板A和B,所以只要在扣定圈和挡板之间打人楔条,就可以调整焊缝尺寸的大小。
图3—14所示为角钢楔条夹具,将适当长度的角钢加工出斜度即成。使用时在较低的板料上焊一个角钢套,将角钢楔条打人角钢套,就能将两块板料矫平。这种简易夹具制作容易,成本又低,在许多场合下都是适用的。
(5)偏心夹具。所谓偏心夹具,是指由偏心轮或’凸轮的自锁性能来实现夹紧作用的夹紧装置。偏心轮是一种回转中心与几何中心不重合的零件,由于它的外形线上各点到回转中心的距离不等,所以转动偏心轮就可以压紧工件。
偏心夹具适合在没有振动或振动很小的情况下使用,否则容易松开。偏心夹具的缺点是夹紧力不及其他各种夹具,但是它的优点是动作快。
偏心轮有种:一种是圆形偏心轮;另一种是非圆形的曲线偏心轮。前者容易制作,应用较广,现介绍如下。
图3-15所示为圆形偏心轮。图中:D为偏心轮直径,d为回转轴直径,e为偏心距。在生产中,偏心轮直径D一般取40—80mm,偏心距e一般取0.075D。从图3—15中可以看出,偏心夹紧的原理与楔条夹紧相似,制作偏心轮时,一雌用中碳钢车制后进行淬火,使偏心轮的工作面具有较好的耐磨性。
图3—16所示为三个偏心夹具实例,都是通过杠杆(即压板)将偏心夹紧力传给工件的。图中:e为偏心距,P为夹紧手柄用力方向。如图3—16a和图3—16b形式上大致一样,但夹紧时手柄用力的方向不同。前者是手柄往上推实现夹紧,后者是手柄往下压实现夹紧。前者是用弹簧支撑压板,偏心轮松开后,可以连同压板一起回转90°,以便取出工件;后者则是通过圆销把压板连在底座上,不便于回转。图3——16c所示偏心夹具,压板的背部做成圆弧形状,其几何圆心与手柄的回转中心不重合,产生偏心距e,因此能实行偏心夹紧。当手柄退回时,又可以带动压板的尾部,使压板同时打开,以便取出工件。
6)磁铁夹具。磁夹具实际上就是一个电磁铁,其结构由四部分组成:壳体、线圈、螺帽和开关。
电磁铁的形式有许多种。电磁铁用在组装夹具上,使得操作十分简便,用后断掉电源即可,工件表面光洁,又可节省工时。图3—17所示为利用一个电磁铁把对接的两块钢板拉平。
有问题需要解决,请点击了解更多。点击了解更多,参加晚上公开课
本文内容由快快网络小馨整理编辑!