热流道阀针运动原理(热流道阀针结构)
导语:热流道维修小技巧一一阀针不能到位的快速诊断
关于阀针不能到位的问题,在我以前的《针阀式热流道塑件浇口切不平的原因与预防》系列文章中已有详细的介绍。今天在这里介绍一下当在机台上试模或生产中出现阀针不能到位,切不平浇口时快速锁定问题点的小技巧。
下面以最易出现阀针不能到位,切不平浇口的气压驱动式热流道结构为例来说明处置思路。
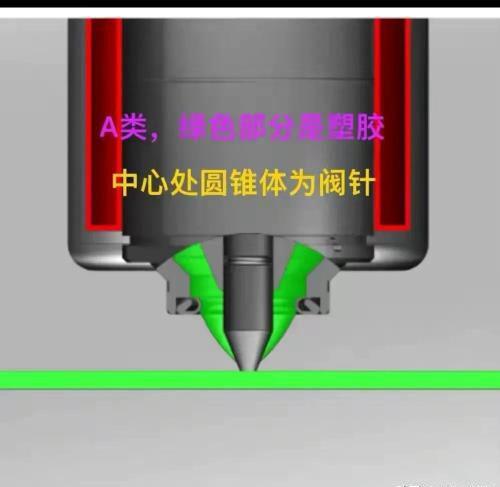
阀针为锥状针,与模仁配合封胶挤断浇口
这类浇口结构出现出现浇口封不住(浇口高出1mm以内,浇口有毛边)的问题,基本上只有两个可能:1.浇口过冷。2.气压偏低,活塞直径偏小,气路阻塞,漏气,浇口锥面加工异常。第一个原因占大多数,第二个在组装热流道时就应该可以发现。
问题出现了该怎么办呢?
首先检查气路有无漏气,气压是否在5kg/cm2以上,电磁阀消音器有无堵塞,按压电磁阀试验按钮观察阀针动作是否正常。以上均正常后故障仍存在,就取消保压时间(如热流道接有时间控制器,就取消延迟时间),如果浇口正常,则说明阀针的机械动作,与模仁的配合基本没有问题,是浇口太冷了。如果无改善,继续缩短射出时间,升高热流道的温度(暂先不管产品能否打饱等问题)。升高分流板(流道板)的温度(10-30度)后有改善,则说明是阀针与阀针导套配合稍紧。如果缩短射出时间和升高热咀温度(20-50度)后有改善则说明是浇口过冷导致封不住的。如何在不升高设定温度的情况下升高浇口区的温度,让浇口热起来?这个问题在以前的文章中己有详细介绍,熟练运用傅立叶定律(热传导方程)即可实现。
下面再以一个实际案例来说明一下。某注射PC/ABS的模具,浇口4mm,试模多次浇口均完美。后客户要求浇口加到5mm以解决别的问题,结果出现浇口高出0.5mm的问题。如果取消阀针延迟则浇口正常。热流道咀头原始结构如下左图:
钢质浇口套(seal),铍铜衬套(tip),阀针与衬套浇口有单边0.1mm的环隙。现将衬套修改如右图增加单边0.2mm,长9mm的避空间隙,详细如下右图:
将阀针修改如下:
阀针头部直径变小0.4mm,即阀针与衬套浇口的环隙单边增加0.2mm,头部斜面高度降低至2.2mm(以前为3.4mm)。浇口套改为钛合金。浇口套封胶高度由图中4mm降到2.5mm。
修改后浇口正常。增加衬套环隙是减小塑料回流阻力,降低阀针头部斜面高度是减少浇口受力面,增加压强。其余的措施都是利用傅立叶定律增加浇口温度,可对照以前的文章自行分析,不再赘述。
本文内容由小里整理编辑!