车工车端面的方法(车工车端面用什么车刀)
导语:车工之车端面
车端面
端面车刀
端面车刀的种类
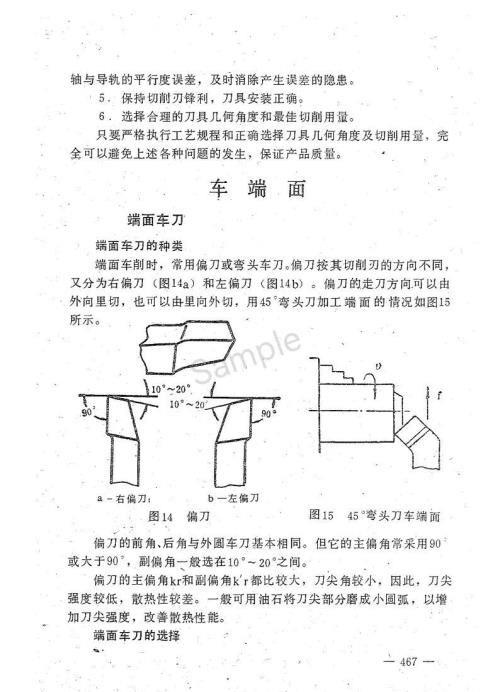
端面车削时,常用偏刀或弯头车刀。偏刀按其切削刃的方向不同,又分为右偏刀(图14a)和左偏刀(图14b)。偏刀的走刀方向可以由外向里切,也可以由里向外切,用45°弯头刀加工端面的情况如图15所示。
偏刀的前角、后角与外圆车刀基本相同。但它的主偏角常采用90或大于90°,副偏角一般选在10°~20°之间。
偏刀的主偏角kr和副偏角k’r都比较大,刀尖角较小,因此,刀尖强度较低,散热性较差。一般可用油石将刀尖部分磨成小圆弧,以增加刀尖强度,改善散热性能。
端面车刀的选择
二467-
45°弯头刀适用于切削有端面、带倒角的外圆工件,可以一次装夹后,用一把刀具同时完成外圆、端面和倒角的车削,节省辅助时间,提高生产效率。
用45°弯头刀车削端面,是用主切削刃进行车削,但与外圆车削时不是一个部位。45°弯头刀的刀尖角比偏刀大,因此强度好,散热也好,而且可以在车端面的同时车削出工件倒角。但是,45°弯刀不能车清台阶根部,因此,不能加工带台阶的端面。
常用的几种端面车刀如图16、图17、图18。
偏刀适用于车削带有台阶的外圆表面和端面,因为它的主偏角大,车外圆时产生的径向切削力小,不易使工件发生弯曲,但散热条件不好。
右偏刀车端面,一般适用于同时需要车端面和台阶面的工件。
左偏刀切削端面的情况和右偏刀相仿,用左偏刀车削端面可以避免在使用右偏刀车端面时,由工件外圆向中心走刀进行车削而出现的凹面问题。
端面车削方法
端面车刀的安装
145弯头刀的安装安装方法与车削外圆时相同。安装位置如图15所示。
2偏刀的安装
由于右偏刀和左偏刀的切削刃方向不同,安装方法也有区别。但刀尖都必须准确地对准工件的中心。
若刀尖高于工件中心,车刀向工件中心方向走刀时,切削刃越靠近中心;实际基面和切削平面的位置变化越大直至中心形成凸台。中心凸台形成以后,挡在车刀后刀面的前方,阻止车刀继续前进。容易造成车刀刀尖崩掉。
当刀尖安装低于工件中心时,基面和切削平面的变化情况刚好和上述情况相反。因此,刀尖愈是靠近工件中心,实际工作前角越小(有时甚至出现负前角的情况),后角愈大,结果,切削也很不顺利。由于刀尖在安装时,或多或少地存在着安装误差,所以车端面时,车刀接近工件中心时,应特别小心操作,防止损坏刀具或产生废品。端面车削方法
1工件的装夹 应先将工件装夹在卡盘上。装夹时工件伸出卡盘的长度应当短些。如伸出过多,车端面时工件刚度不好,容易引起振动造成打刀,这时应当在端面附近加中心架作支承,以便改善切削条件。:
工件装好后,先轻轻夹住,再用划针盘对工件的外圆和端面进行校正。
也可以在刀架上装夹硬木棒或软钢棒,使其顶在工件端面上,用手搬动卡盘旋转,进行校正工件,直到工件装正为止,然后将工件牢固夹紧。防止由于装夹不可靠,影响切削效果。
2车端面的方法
车端面时的走刀方向是工件的径向方向。一次走刀过程中工件直径是变化的(根据进刀方向不同可以变大或变小),因此虽然在切削过程中主轴转速没变,而切削速度却随着直径的变化而改变。因此车
端面虽然简单,也应当引起注意。
端面车削时可以采用两种走刀方向,但是,在车端面开始之前,必须根据选好的端面车刀及具体切削情况,确定其中的一种走刀方向。当确定使用45°弯头刀车端面时,应当采用由工件外圆向工件中心的进刀方式。这时车刀用主切削刃进行车削,工件表面光洁度较高。若选用左偏刀时,也要采用由工件外圆向工件中心的进刀方向。
若选用右偏刀车端面时,两种走刀方向均可以采用。
3确定切削用量
①切削深度ap的确定。一般情况下:
粗车时ap=2~5毫米;
精车时ap=0.1~1毫米。
②走刀量f、(即进给量)的确定。走刀量f的确定原则基本和切削深度ap的确定原则相同。一般情况下,
粗车时f=0.3~0.7毫米/转;
精车时f=0.1~0.2毫米/转。
③切削速度的确定。车端面时的切削速度是随着工件直径的减小而逐渐减小的,但是计算切削速度时,要按最大外圆直径计算。计算方法和车外圆时相同。
端面车削的特点
端面车削的特点是,要求端面必须保持平整、光洁、平面度好。
车削端面时的特点是,随着车刀由工件外圆表面向工件中心走刀,工件直径逐渐减小。
- v = π Dwn 米/分。
0001
式中Dw一工件直径(毫米);
n一主轴转速(转/分);
V一切削速度(米/分)。
当主轴转速确定后,切削速度随着工件直径减小而减小。因此越接近工件中心部分,切削工作越比较困难。车端面时必须特别注意这点。
车端面时的常见问题
端面不平(即有凹面或凸面)
为了避免产生凹面或凸面,在车端面时应当经常保持车刀切削刃锋利;随时调整中、小拖板,防止中小拖板过松;压紧刀架。车大端面时,可将大拖板紧固。
工件端面与内孔(或外圆)中心线不垂直
当端面车削中出现上述的凸面或凹面时,端面与工件中心线自然就不垂直。为了避免这种情况的发生,应尽量将工件端面和内孔(或外圆)在一次装夹中加工完毕。
两侧端面不平行
在工件两端面要求有高的平行度时,必须保证第一次装夹中加工出的端面,在第二次加工装夹时垂直于机床主轴轴线。而工件的两侧端面不可能在一次装夹中完成,必须车出一侧端面以后将工件调头装夹,再车第二个端面。在车第二个端面时,应以第一个端面为基准,采用内卡钳找正。以卡盘的端面为基准,调节已加工端面与卡盘端面的距离一致时,即已将工件调整完毕。此时已加工出的一侧端面已垂直于主轴轴线,再车削出的另一侧面,也会垂直于机床主轴轴线,则两侧端面必然平行。
本文内容由小春整理编辑!