锡膏印刷后检验标准是什么(锡膏印刷判定标准)
导语:锡膏印刷后检验标准
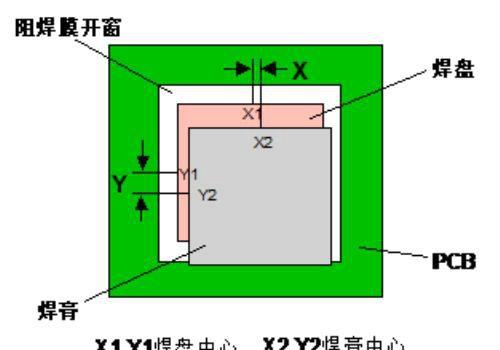
偏位: 当钢网开口中心位置与焊盘中心位置重合时,焊膏中心偏离焊盘中心或有角度的旋转,如下图所示: (特殊情况:钢网开口中心位置与焊盘中心位置不重合,焊膏中心偏离焊盘上的钢网开口中心位置或有角度的旋转。)
缺锡:印刷后的焊膏形状不完整,面积小于钢网开口面积,如下图所示:
多锡: 印刷后的焊膏面积大于对应的钢网开口面积,如下图所示:
注:
焊膏高度超出正常高度不属于外观检查的内容。
1 检验规定1.1 检验时间
印刷后至贴片前。
1.2 质量分级本检验标准分成三级:
最佳:焊膏的量、位置及外形均处于理想状态。
合格:超出“最佳”范围,但不会引起焊接缺陷。
不合格:超出“合格”范围,可能会引起焊接缺陷。
1.3 检验工具和方法目检,或借助放大镜、显微镜等光学工具、仪器,或电子显示仪器。使用工具、仪器时,推荐下述表格内的放大倍率。
焊盘宽度(W)或直径(D)
检查用放大倍率
仲裁用放大倍率
W(D)≥ 1.0mm
1.75X
4X
0.5 ≤ W(D)<1.0mm
4X
10X
0.25 ≤W(D)<0.5mm
10X
20X
W(D)<0.25mm
20X
40X
2 检验标准2.1 普通片式元件焊盘、大焊盘2.1.1 偏位最佳
没有偏位。
合格
焊膏中心偏离焊盘中心
X(Y)< 25%W(L)。
不合格
焊膏中心偏离焊盘中心
X(Y)≥ 25 %W(L)。
2.1.2 缺锡
最佳
没有缺锡。
合格
焊膏缺锡面积<20%焊膏面积。
不合格
焊膏缺锡面积≥20%焊膏面积。
2.1.3 多锡
最佳
焊膏未超出焊盘。
合格
超出焊盘的焊膏面积<10%焊盘面积。
不合格
超出焊盘的焊膏面积
≥10%焊盘面积。
2.2 周边型引脚焊盘2.2.1 偏位
最佳
没有偏位。
合格
Pitch≤0.5mm,没有偏位;
Pitch>0.5mm,焊膏中心偏离焊盘中心X(Y)<25% W(L)。
不合格
Pitch≤0.5mm,有偏位;
Pitch>0.5mm,焊膏中心偏离焊盘中心X(Y)≥25% W(L)。
2.2.2 缺锡
最佳
没有缺锡
合格
Pitch≤0.5mm,没有缺锡;
Pitch>0.5mm,缺锡面积<10% 焊膏面积,且缺锡焊盘数<50%总焊盘数。
不合格
Pitch≤0.5mm,有缺锡;
Pitch>0.5mm,缺锡面积<10% 焊膏面积,且缺锡焊盘数≥50%总焊盘数。
Pitch>0.5mm,缺锡面积≥10% 焊膏面积。
2.2.3 多锡
最佳
焊膏未超出焊盘。
合格
Pitch≤0.5mm,未超出焊盘 ;
Pitch>0.5mm,E >80%D。
不合格
Pitch≤0.5mm,超出焊盘 ;
Pitch>0.5mm,E ≤80%D。
2.3 面阵器件(BGA、CCGA等)焊盘2.3.1 偏位
最佳
没有偏位。
合格
Pitch≤0.8mm,E <10%D;
Pitch>0.8mm,E <25%D。
不合格
Pitch≤0.8mm,E ≥10%D;
Pitch>0.8mm,E ≥25%D。
2.3.2 缺锡
最佳
没有缺锡
合格
Pitch≤0.8mm,没有缺锡;
Pitch>0.8mm,缺锡面积≥10%
焊膏面积。
不合格
Pitch≤0.8mm,有缺锡;
Pitch>0.8mm, 缺锡面积≥10% 焊膏面积。
2.3.3 多锡
最佳
焊膏未超出焊盘。
合格
Pitch≤0.8 mm,未超出焊盘; Pitch>0.8 mm,E >80%D。
不合格
Pitch≤0.8 mm,超出焊盘; Pitch>0.8 mm,E ≤80%D。
本文内容由小思整理编辑!