> 自媒体
塑胶模具镶件的作用(注塑模具镶件是什么)
导语:塑胶模具设计之镶件的设计
一)镶件的作用与目的:
1.疏气效果好;;
2.加工容易;
3.打光效果好;
4.字唛、商唛易加工;
5.容易断裂或摩损的地方可以替换;
6.帮助散热(铍铜镶件)
二)镶件设计规格及形式
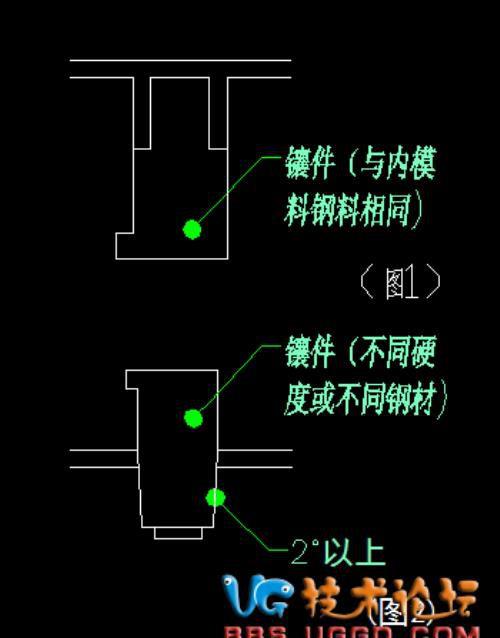
1.没有插穿的镶件
如图1)
没有插穿的镶件所选的钢材硬度与主件钢材应相同。
2.有插穿的镶件
如图2)
有插穿之镶件由于选用相同硬度、相同材料的钢材在操作过程
中容易造成"烧"而损坏工作,所以采用下列两种方法:
(1)、相同钢材,镶件硬度提高2°。
(2)、使用不同钢材。
三)镶件的固定方式:
1. 压脚固定式:
设计镶件压脚时,需要留意加工难度和基准位置,以方便加工;
(1)、压脚应做在镶件的平直位置(图3):
(2)、压脚应做在镶件的长边,镶件尽量不要做利角,应有约
0.3mm的圆角。(图4)
(3)、压脚应短过平直位置,两边要留0.50~2.00mm的平位,
压脚的尺寸大小如(图5)。
2. 螺丝固定式:
(1) 当镶件尺寸超过80X80时采用螺丝固定方式。
(2) 镶件外形不规则,没有直边时采用螺丝固定。
3. 啤把固定式
当不便于做压脚时,镶件四周做1°~2°斜度。若镶件四周的斜:
度要跟随成品的出模角时,最小的角度为1/4°或放公差范围做
斜角。(如图6)
4. 销钉固定式
一般不采用此方式,只有当镶件的外形不规则,且尺寸较小时,
可考虑采用,其装配如图(7)所示。
5.圆形镶件的固定方式
圆形镶件为了防止装模时装反,一般采用以下两种定位方式
(1) 镶件直径小于或等于 60时,其固定定位方式如图(8)所示。
(2) 镶件直径大于或等于 60时,一般采用如图(9)所示的固定方式,以增强其定位防装反的效果。
本文内容由小开整理编辑!