miitab怎么做过程能力分析(miitab过程能力图)
导语:如何用Minitab软件进行过程能力分析(Cp/Cpk)
01、引入过程能力分析的目的
1、在我们现有的管理过程中,我们经常会遇到有些具体指标总是不尽人意,存在许多需要改进的地方。那么在改进之前,我们就有必要知道我们的问题到底有多严重?目前的过程能力到底是多少?也就是说,在试图解决一个问题(改进)之前,首先需要深入了解问题现状及其过程能力。因此进行过程能力分析很有必要。
过程能力分析可以根据实际情况选择使用,如果暂时还不能计算,可以放在以后去解决。
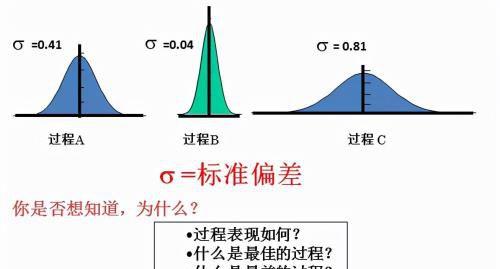
2、哪一个过程最佳?
上面三个图中,哪一个过程最佳?
你是否想知道,为什么?
过程表现如何?
什么是最佳的过程?
什么是最差的过程?
02、连续数据过程能力指数:Cp
1、Cp-表示过程容差与自然容差的比值大小,用来衡量过程的能力。
2、计算过程能力的要求:
A、稳定过程;
B、数据分布类型——正态分布。
03、连续数据过程能力指数:CpK
1、Cpk-表示当过程中心值偏移时,中心值与规格上下限之间的最短距离与1/2自然容差的比值大小。
2、计算过程能力的要求:
A、稳定过程;
B、数据分布类型——正态分布。
3、中心值无偏离时,Cpk= Cp
04、CP/CPK计算事例 [一]
中心值无偏离时,Cpk= Cp
05、CP/CPK计算事例 [二]
中心值偏离时, Cpk < Cp
06、CP/CPK计算事例 [Minitab]
1、例如:按照设计图纸的要求,某一机柜门板的长度要求是1.5±0.1图纸下发给供应商后,供应商试加工了32个样品,具体的数据如下,请衡量该供应商加工该门板的过程能力。
2、首先要判断是否为正态分布,若否,则须经转换为正态分布后方可使用Minitab求取Cpk。
A、数据是否正态根据P值来判断,如果P值大于0.05,数据符合正态分布;P值小于0.05,则数据是非正态的。
B、实际操作过程中,如果数据为非正态,只要数据的容量大于30个,我们也可以近视认为数据是符合正态分布的。
3、用Minitab软件计算CPK
07、Sigma计算事例 [Minitab]
08、使用Excel计算Sigma——水平
说明:在上图Probability一栏中输入合格率,则Excel会自动计算出的长期的σ水平,即:Zlt=1.9110;最后加上1.5 σ的补偿,得出短期的σ水平,即:Zst=3.411。
文章转自网络,如有侵权请联系删除。
本文内容由小璎整理编辑!