> 美容
加工中心程序循环代码(加工中心程序循环10次怎么编)
导语:加工中心PMC编程实用案例12:程序循环启动与停止
不知道你在操作机床的时候是否遇到过这样的烦恼,明明按了循环启动按钮,可程序就是不能够自动运行,系统上也没显示有什么报警,实在找不到原因了。今天我们就介绍一下关于程序循环启动与停止的控制逻辑。
发那科的循环启动和停止是由G7.2和G8.5两个信号来控制的,其中G7.2为自动运行启动信号,G8.5为自动运行暂停信号。程序循环启动开始时G7.2为1,G8.5为1,程序循环暂停时,G8.5为0。所以,当我们按循环启动按钮不好使的时候,我们可以查询这两个信号的状态来找到问题原因。
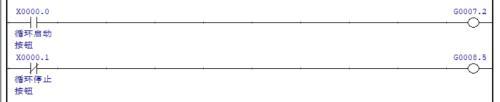
如果我们用按钮X0.0做为循环启动按钮,用X0.1做为循环停止按钮,那么循环启动和停止可以按下图编辑PMC
程序循环启动和停止
当然,加工中心实际的程序当中,这两个信号的控制方法不会像上图那样那么简单,肯定会有一些信号限制。比如,防护门打开的时候(X0.2)、润滑油位低的时候(X0.3)、主轴刀具未夹紧的时候(X0.3)等等,这些情况下都是不可以让程序自动运行的,我们应该将这些限制放到G7.2之前。
循环启动限制
对于信号G8.5,也有一些限制,比如急停信号G8.4,轴互锁信号G8.0,M01程序选择停止型号F9.6,M00程序暂停信号F9.7等等。
循环启动和停止PMC
当然了,循环启动和停止与系统当前的模式紧密相关,关于模式切换的逻辑控制请大家查看老沈前面的文章,这里就不详细介绍了。
PS:循环启动按钮生效的一个必要条件就是G7.2和G8.5同时为1,大家一定要注意!
本文内容由小海整理编辑!