为什么每次关机电脑都要系统更新(胶原羹怎么吃)
导语:绿色单门冰箱抽屉注塑模设计
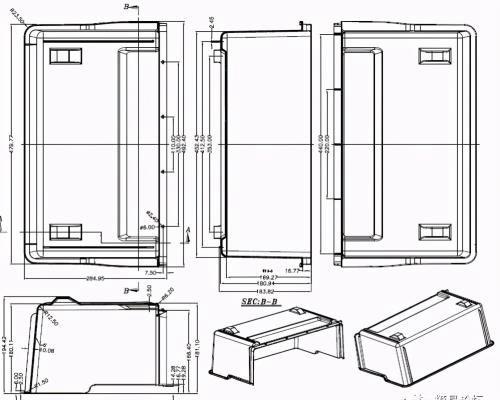
绿色单门冰箱抽屉产品图见图 1,产品最大外形尺寸为 492.40 mm x284.95 mm x194.42 mm,塑件平均胶位厚度 2.50 mm,塑件材料为 PP+%25K,缩水率为 1.009,塑件质量为 885 克。塑件技术要求为不得存在披峰、注塑
不满、流纹、气孔、翘曲变形、银纹、冷料、喷射纹等各种缺陷。
图 1 绿色单门冰箱抽屉产品图
此产品为意大利某品牌冰箱的抽屉设计。从图 1 可以看出,塑件为一边敞开的箱体造型,塑件尺寸较大,同 时塑件的生产批量也很大,要求模具具有长期服役性能良好,模具寿命为 30 万模次。
根据塑件尺寸以及客户的注塑机规格,模具设计型腔排位为 1 出 1;塑件尺寸较大,熔融塑料流程较长,因 此浇注系统设计为热流道模具。浇口位置处于冰箱抽屉的底面,两个点浇口进胶。热流道系统采用 DME 品牌。
由于是热流道模具,模胚为非标模胚 CI5575;在模胚长边一侧设计了两个斜度定位块 10,防止注射压力引起的侧向偏移。天地两侧设计 2 个非标定位块 3,便于模具准确合模。模具属于大型模具,型腔采用原身留的方式,将型腔直接加工在 A 板上,这时 A 板的材料需要采用模具钢 1.2768 制造。
冰箱抽屉模具为了防止塑件变形,缩短注塑周期,前后模具均设计了足够的冷却水回路。前模运水为直通运水,围绕型腔周围均布。后模为水塘。足够的冷却系统设计能够确保塑件不变形,注塑能够正常进行。
塑件的顶出依靠推块 4、推块 9 和顶针顶出。推块 4 用推杆 6 顶出,用导套 5 导向。推杆 6 直接固定在顶针板上。顶出机构为欧洲强拉强顶的模具结构,在回针上不套弹簧,在顶针板 5 个 K.O 孔的相对应位置上,攻牙M24,便于连接注塑机顶棍。顶针板设计行程开关 13 做回位确认。
图 2 绿色单门冰箱抽屉模具图
图 3 绿色单门冰箱抽屉模具 3D 图
模具论坛版权所有
本文内容由小涵整理编辑!