> 动物
注塑机的熔胶背压怎么调(注塑机的熔胶背压是多少)
导语:注塑机的熔胶背压
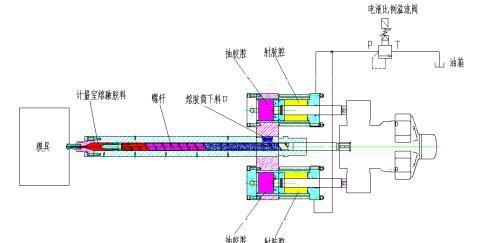
熔胶:液压马达驱动螺杆旋转,不断地将胶料往计量室输送,由于计量室的胶料越来越多,慢慢地压力建立起来,反作用到螺杆直径的截面积上,从而推动螺杆后退,且计量室的体积增多,胶料增多。同时,射胶腔的液压油也会被推回油箱。假设射胶腔回油箱的油路上没有设置溢流阀,那么将没有熔胶背压可言。
熔胶背压:溶胶时,射胶腔回油的阻力。在射胶腔回油箱的油路上设置电液比例阀作为背压阀使用。调定压力范围一般0-3MPa。熔胶时,给螺杆后退提供阻力,减慢螺杆后退的速度。
设定熔胶背压的作用:
1、 减慢螺杆后退的速度,使得计量室熔融胶料的更加密实,提高注塑克重量,制品重量更加稳定,尺寸更加稳定。
2、 有利于胶料熔融释放的气体排出,减少制品表面的气纹,气泡,提高表面光泽。
3、 提高塑化的质量,特别是增加了色粉,或色母的胶料,背压的使用增加了胶料热历程的时间,有利于胶料与色粉,色母更充分地混合。
熔胶背压也有不好的一面:
1、 螺杆后退速度变慢,增加制品周期时间
2、 对于热稳定性较差的胶料,受热时间过长,会造成热分解。
3、 背压太高时,计量室的熔融胶料压力增加,会造成从射嘴出流出,产生冷料,下一模注塑时冷料会堵塞水口
4、 背压太高,增加螺杆与熔胶筒的磨损
熔胶背压,有优点,也有缺点,合理地使用熔胶背压,要结合产品的质量,产品的周期等等。充分发挥其作用。
本文内容由小岑整理编辑!