电缆成缆工艺基础知识培训(电缆成缆工艺基础知识大全)
导语:电缆成缆工艺基础知识
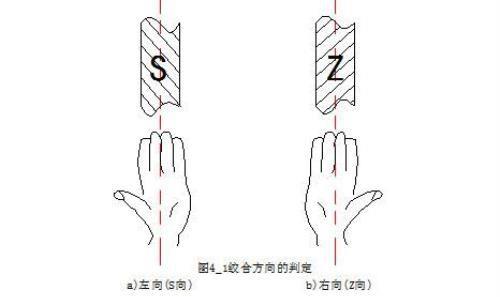
一、成缆绞合方向
成缆绞合方向有左向和右向之分,区别的方法与绞合线芯相同,即将绝缘线芯成缆后,水平放置向前看,如果是左旋为左向,右旋为右向,电缆最外层成缆应为右向。在生产过程中面对着绞线机或成缆机的前端(即放线端),绞笼是顺时针旋转,绞出的线芯为右向,反向为左向。判别已绞好的线芯绞向可用手去比试,拇指沿着电缆线芯轴向,其余四指与郊线方向一致,若与左手相同为左向,与右手相同为右向。如图所示。
二、成缆节距与节距倍数
成缆过程中,成缆的每根绝缘线芯,都有直线和旋转两种运动。当绝缘线芯旋转一周时,绝缘线芯沿轴向前进的距离称为电缆节距。
在生产实践中,一般成缆节距是以节距倍数来表示的。所谓节距倍数,即是节距长度与成缆的直径之比。用公式表示为:
m=L/D
式中 m——成缆节距倍数;
L——成缆节距;
D——成缆直径。
对于不同的产品节距倍数不同。一般要求柔软性较高的电缆,规定节距倍数较小。例如矿用电缆中的电钻电缆,MZ标准规定不大于5倍,MC、MCP标准规定不大于10倍,MY、MYP标准规定不大于12~14倍,以使这些电缆具有较好的弯曲性能。
成缆节距长度的选择,对各种电缆绝缘线芯是不同的。成缆节距的大小直接影响绝缘线芯变形和电缆柔软性。成缆节距越大,电缆绝缘线芯在弯曲时变形越大,电缆柔软性越差。通常绝缘线芯的成缆节距是根据电缆使用条件、线芯柔软程度以及成缆后电缆的稳定性等因素加以选定。选择合适的成缆节距,使电缆有好的结构稳定性和弯曲性,减少变形和皱折以及有较大的生产率。对于圆形绝缘线芯采用浮动式成缆选用较小的节距,一般节距比为25~40,而扇形绝缘线芯采用固定成缆,为减少变形和带材的位移,选用较大的节距比,一般在40~80。
在具体选择时,一般绞合线芯的截面越大,成缆节距比选得越小。截面小些的电缆通常选节距比70~80,而截面大些的电缆则选60~70。因为大截面的电缆成缆时,若节距过大,柔软性变差不稳定。对挤包绝缘线芯成缆时,因绝缘线芯刚性较大,产生的内应力大,为保证其结构稳定性和防止成缆后产生蛇形,应选用较小的节距。
三、绞合节距和绞入率
由于成缆过程中绝缘线芯除直线前进的运动外,还有一个扭绞的转动,因此成缆的长度与绝缘线芯的实际长度是不等的。在成缆的一个节距内,绝缘线芯的实际长度l与节距长度L之比称为绞入系数K。
即 K=l/L
在实际使用中,还有绞入率的概念,即在一个成缆节距内绝缘线芯实际长度减去节距长度的差值与成缆节距长度之比称为绞入率。这是因为和导电线芯绞合时一样,成缆时当绝缘线芯沿螺旋线转过一个节距时,它的实际长度大于节距长度,因此将这个增加的长度与成缆节距长度之比称为成缆的绞入率,通常以百分比表示。
本文内容由小媛整理编辑!