寻求优方式解决问题的方法(寻求优方式解决问题的关键)
导语:寻求最优方式解决问题
不接单?得倒闭!得失业!
在制造行业每天都遇到各种各样的问题,每个一个问题都要深思熟虑,寻求最优方式解决问题处理问题。
产品超制程能力,自己不接单就没有事情,工厂难于运转,面临倒闭,工人面临失业,接了单就得解决各种各样遇难杂症。
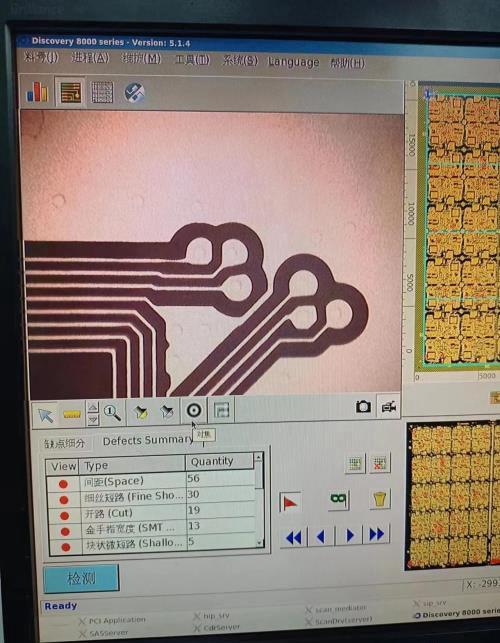
外层某型号首件同一板件蚀刻不净及线幼并存:
线幼
蚀刻不净
切片分析蚀刻不净pcs铜厚28-34um,正常pcs铜厚20-22um,MI要求铜厚22+-3um,为电镀铜厚偏厚导致,前处理来料需管控铜厚,此板工作稿线距较小;涉及板件需电镀全测区分
异常切片铜厚34.87um
正常位置铜厚为20.37um
区分铜厚重新做首件确认依然蚀刻不净及线幼并存,不可批量生产,待重新调整
蚀刻不净
线幼
蚀刻不净
针对异常板件电镀全测铜厚,对外层资料优化非指定线宽手工动补0.2~0.3mil,保证最小间距43um基础上调整出LDI临时资料,跟进蚀刻速度5.65m/min,蚀刻上压1.8kg/cm2,下压3.2kg/cm2,GBL朝下,试板10pnl先做2pnl首件扫描有1块板板边有局部毛边,1块正常
切片分析正常板铜厚20-22um,毛边板铜厚25um,测量阻抗和线宽均无异常,剩余8pnlAOI扫描局部板件有毛边,品质确认按此参数先生产200pnl,继续跟进中
试板NG,根据线幼问题手动优化资料,请将机台旧资料删除,在服务器调取新资料先曝光5PNL做首件确认,第一.二批线小,蚀刻不净
试板NG,开会商讨小批量试板100pnl到外Aoi确认不良率,外层aoi检修100PNL有93PNL存在毛边/及个别位置线细情况,抽查确认线细部位大于30um
小批量试板NG,改变蚀刻放板方式,从横着放改为竖着放板,蚀刻速度用6米确认首件线宽、阻抗、扫描均合格,安排小批量试板
外Aoi随机选取20pnl统计良率:T 面SET良率为87%,主要缺陷为19处开路、14处异物残铜、三角擦花11处;B 面SET良率为92.5%,主要缺陷为11处异物短路、11处擦花、3处残铜
在检修过程发现有部分长毛边大的有些可以走板,有些严重⭕️ 出来统一处理;也有线幼的,取异常位置测量线宽12-24um,已通知报废。
线幼
线幼位置切片确认铜厚为18um
试板100pnl主要报废为线幼的130pcs,擦花27pcs,开路16pcs
综合上试板跟进:
此型号必定牺牲一定数量报废,同一板件铜厚不均匀,保证不线幼必定会蚀刻不净,保证不蚀刻不净必定会线幼,因此从全局考虑牺牲线幼
在线还有很多板件需注意:
1)生产部是否竖着放板生产
2)关注首件良率批次,如开路缺口多、曝光不良、偏孔等问题
3)如有单边线幼或者毛边需评估生产
4)此板有多种铜厚状态的,一个一个分开生产,不要混在一起,否则前面的努力都白费了
本文内容由小欣整理编辑!