精仪盒盖注塑模设计要点有哪些(精仪盒盖注塑模设计要点)
导语:精仪盒盖注塑模设计要点
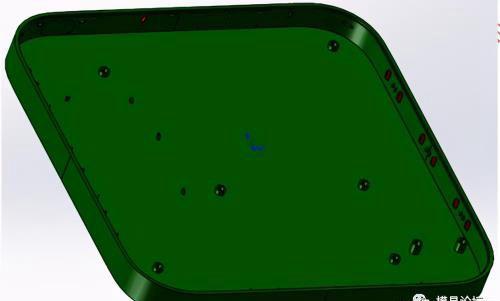
精仪盒盖产品图见图1,产品最大外形尺寸为197.00 mm x197.00 mm x15.70 mm,塑件平均胶位厚度3.00mm,塑件材料为ABS,缩水率为1.006,塑件质量为147.20克。塑件技术要求为不得存在披峰、注塑不满、流纹、气孔、翘曲变形、银纹、冷料、喷射纹等各种缺陷。
图1 精仪盒盖产品图
从图1可以看出,塑件造型为正方形扁平壳体,形状比较简单。里侧一周四边均有多个凸起骨位需要设计斜顶。塑件边缘一周有止口与精仪盒下壳相配合。塑件外观要求较高,顶部与侧面一周不能有任何浇口痕迹和顶出痕迹。根据塑件的要求,需要设计倒装模具。倒装模就是顶出系统装在定模一侧的模具,一般使用油缸顶出,也可以采用拉板或扣机等元件顶出。使用场合一般是盖类,壳类产品,对表面要求比较高不允许有浇口痕迹的。精仪盒盖模具结构图见图2.
塑件尺寸较大,模具设计型腔排位为1出1;模胚为非标模胚5050,为了确保模具的合模精度,在模胚的四边均设计了0度定位块;前后模仁四角设计定位虎口,并采用挤紧块压紧的固定方式。倒装模具由于顶出机构和浇注系统均设计在定模侧,因此在设计时需要注意浇注系统和顶出元件不能位置干涉;另一方面对于倒装模具,需要评估其浇口位置和数量,尽可能不要设计细水口的三板模具,因为在四周斜顶和顶针的包围下,流道凝料难以取出。所以,在多数情况下,倒装模具都是采用热流道进胶方式。本套模具采用INCOE公司单个热嘴DFQ18150-STT,浇口位置处于塑件中心。这种热嘴属于针阀嘴,注塑完成后,针阀关闭,最终塑件上只有一个圆形痕迹,不会影响塑件美观。针阀式热嘴见图4.
塑件较为厚度为3mm,胶位较厚,因此为了缩短注塑周期,避免塑件变形,必须设计足够的冷却系统。为了防止定模的热量传递到注塑机,在定模座板设计了隔热板。前后模具运水图见图3.定模运水采用直通运水,动模设计直通运水和水塘两种运水。
塑件顶出采用斜顶与司筒顶出。全部斜顶均为T槽驱动斜顶,并在模板上设计斜顶导向块。模具开模采用拉板拉动开模,需要注意4个拉板尺寸必须一致,拉动螺钉的位置必须一致,避免单个拉板受力,影响模具精度。
图2 精仪盒盖模具图
图3 前后模具运水与斜顶图
图4 针阀式热嘴图
模具论坛版权所有
本文内容由小琪整理编辑!