金属切削刀具的基本知识刀具的工作角度是什么(金属切削刀具一般具有六个基本角度)
导语:金属切削刀具的基本知识,刀具的工作角度
一、工作参考系与工作角度
1.工作角度形成的原因
由于刀具安装位置、进给运动的变化,都会引起刀具工作角度的变化,使之与刀具标注角度不相同。
2.工作参考系及工作角度的定义
以切削过程中的刀具与工件的实际相对位置和相对运动为基础建立的参考系称为工作参考系。
刀具上的刀面、刀刃与工作参考系平面的夹角称为工作角度。
3.工作参考系与标注参考系的区别
(1) 用合成切削运动(速度)υe代替假定主运动(速度)υ,即不仅考虑主运动还要考虑进给运动对刀具角度的影响。
(2) 用刀具实际安装条件代替假定安装条件。
二、标注角度与工作角度的关系
1.实际安装误差对工作角度的影响
(1)刀杆中心线与进给方向不垂直
车刀刀杆中心线与进给方向不垂直时,工作主偏角κre和工作副偏角κre′都会发生变化。工作主偏角增大,工作副偏角减小。
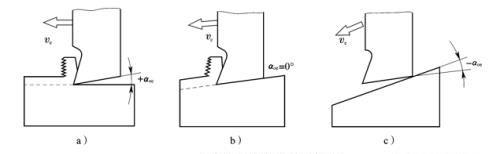
(2)刀尖与工件轴线不等高
横车(如切断)时,当刀尖高于工件轴线时,工作切削平面将变成Pse,工作基面变为Pre,与标注角度比较,工作前角γoe增大,工作后角aoe减小。同理,车削外圆时与之相同,而车内孔时则相反。刀尖低于工件轴线时,结论则相反。
2.实际运动条件对工作角度的影响
(1)合成切削运动
由瞬时主运动和进给运动合成的运动称为合成切削运动。切削刃上选定点相对于工件的瞬时合成切削运动速度,称为合成切削速度υe 。
同一瞬时主运动方向与合成运动方向之间的夹角称为合成切削速度角,以“η”表示。
(2)进给运动对工作角度的影响
由于工作基面、工作切削平面的位置与标注参考系的空间位置不同,造成工作角度与刃磨角度不同,关系如下:
aoe = ao-η
γoe=γo+η
式中 ao、 aoe ——刃磨后角、工作后角;
γo、γoe ——刃磨前角、工作前角。
本文内容由小熊整理编辑!