cp与cpk的关系正确的是(cp和cpk在数值上能相等吗)
CP/Cpk :如果喜欢请分享给你身边的质量人。
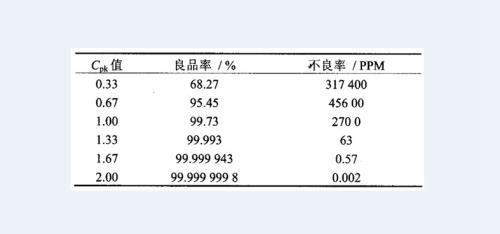
不良比例对比
1 应该是控制图显示过程是稳定的时候计算CP/Cpk才有意义. 其次他们是两个概念,但是是有紧密联系的,当cpk很高如1.67以上,合理经济的做法应该是不用控制图,1.00-1.33之间应该使用控制图,1.33-1.67之间看情况而定,考虑成本和对产品的需要等因数.如果小于1.0,用了控制图恐怕也没有什么意义.因为很多产品是不符合规格要求的,还得全检,做控制图恐怕是浪费。
2 Cp/Cpk衡量的是过程能力,控制图是用来对生产现场的波动预测和控制,Cp/Cpk可能很低,控制图可能没有问题。
3 量产前对工序进行计算cpk,只有Cpk达到1.33以上才可以进行批量生产,这时才用控制图对过程监控。
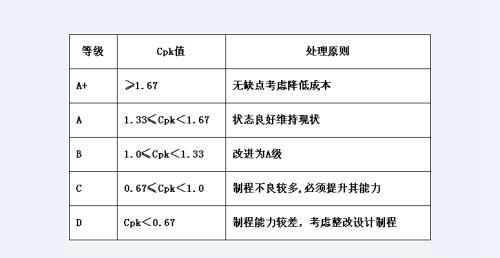
等级1
4 两者都很重要,是相辅相成的,当要评价一个环节时,需要用分析用控制图,不断统计其CPK并持续改进,当改进完成CPK满足客户要求时形成文件或标准,这时又要用到控制用控制图,监控过程是否波动较大能不能满足要求,同时也要分析其CPK能力,若过程能力不足则又需改善,改善过程又要不停的用分析用控制图,反复循环,持续改进. 总的来说,控制图是为发现异常,而CPK是预见异常的发生并及早采取措施防止.
5 CPK是过程能力指数,结果可以直接反映你的产品或流程满足顾客需求的能力,而控制图的基础是制程稳定,也就是只有偶然因素存在,应该有个先后顺序,如果CPK不好,控制图是没有意义的,所以最先要解决的是CPK的问题,一旦CPK得到改善,自然可以应用控制图来反映你的CPK状况了。
6 实际当中,我们是这么用的: 控制图使用八大规则报警 Cpk除了计算所有数据的Cpk之外,每隔25到30组数据,计算此25到30组数据的Cpk 偶觉得Cpk能很好的发现第二类错误 。
7CPK来源于6西格玛管理:
CPK值0.67,1.0,1.33,1.67分别对应的是六西格玛水平的2,3,4,5水平等级,在西格玛不平中,1、2、3、4、5分别代表能力过小,不足,尚可、充足、过剩。同时与PPM也有相对应的数据。
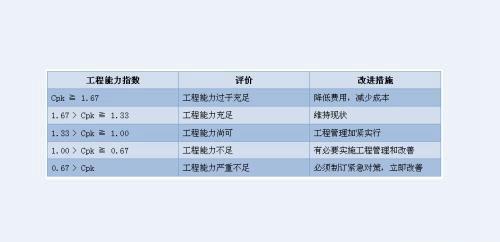
等级2
8 Cp:过程能力,仅适用于统计稳定过程,是过程在受控状态下的实际加工能力,不考虑过程的偏移,是过程固有变差(仅由于普通原因产生的变差)的 6σ范围,σ通常用 R-bar/d2或者s-bar/c4来估计。所以过程能力是用过程在受控状态下短期数据计算的。因此又将过程能力称为“短期过程能力”,实际中常将短期省略。这个指数只是针对双边公差而计算的,对于单边公差没有意义。计算公式为:CP=(USL-LSL)/ 6σ. CPK CPK:过程能力指数,是在过程有偏移情况下的过程能力,前提是要过程稳定且数据是正态分布,而且数据应该在 25组以上(建议最少不要低于 20组,数据组越少风险越大),只考虑过程受普通原因的影响。因为过程只受到普通原因变差影响是理想状态下的,从长期来说过程总会受到各种特殊原因的影响,所以又被称为短期过程能力,也叫潜在过程能力。CPK通过 CPU或 CPL的最小值来计算,计算公式:CPU=(USL-X-bar)/3σ和 CPL=(X-bar-LSL)/3σ.
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请与我联系,一经查实立刻删除内容。本文内容由快快网络小萱创作整理编辑!