群钻使用教程(群钻适合钻什么材料)
导语:群钻的各种钻型(三十二)(组图) 扩大坯孔与钻斜面孔
第十七节 扩大坯孔与钻斜面孔
一、问题的提出
在大批生产的工厂里,常常遇到铸、锻件的毛坯孔需要扩孔。用普通麻花钻扩这种孔主要的问题是:
(1) 由于毛坯孔壁形状不规则,端面不平,有硬皮,钻头刃口容易坏,钻头的轴线容易偏斜。
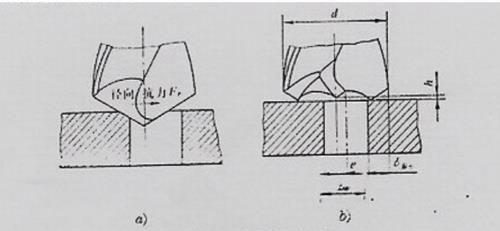
(2)当毛坯孔的位置与要求的孔位偏差较大时,加工余最很不均匀,则在钻头切入工件时,一边吃到一边吃不到,径向抗力Fr使钻头偏向一边,定心情况很坏,加剧孔轴线的偏斜和导致孔形不圆,如图5-24,甚至引起钻头折断。
(3)在钻孔中,我们还遇到一种情况,即在倾斜表面上钻孔,孔的轴心线同样有较大的偏斜,精度很低。
二、毛坯孔扩孔群钻的特点和使用
如图5-24a所示,从毛坯扩孔来看,钻头刚切入工件,切削刃就与毛坯孔接触,切削刃上局部刃口受到毛坯孔壁硬皮所给与的很重的负荷,同时还会因毛坯孔不圆或孔偏心,使其处于冲击式的偏切削,很容易使刃口损坏和钻头偏斜。针对这个问题,采取以下措施:
(1)使钻心尖h低凹下去,h≈1.5~2.5毫米,避免内刃与毛坯孔壁接触而产生偏切削。
(2)使两外刃尖成为突出部分,切入到工件体内,把被动的冲击式偏切削,改为主动的连续切削,使切削刃的受力情况大为改善,钻头的定心也好。
(3)为了保证两外刃尖都能切入工件体内,应使外刃的径向宽度小于孔的最小加工余量(δ最小)。
而 δ最小=d/2-dω/2-e
式中: d——钻头直径(毫米);
dω——毛坯孔直径(毫米);
e——毛坯孔的偏心值(毫米)。
(4)外刃锋角2ψ可选用110~125°。圆弧半径R保证圆滑连接即可。
(5)钻孔操作时要注意,先用手进刀,待外刃完全切入工件后,再用机动进刀,这样,孔不易产生偏斜,钻头也较耐用。
表5-19和图5-25是毛坯孔扩孔群钻切削部分的结构参数,可供参考。
本文内容由小荣整理编辑!