切削丝锥与挤压丝锥的区别图(切削丝锥与挤压丝锥加工完成后底孔有什么变化)
导语:切削丝锥与挤压丝锥
一、丝锥概述
丝锥是螺母加工内螺纹最常用的一种加工工具,常见的丝锥可分为切削丝锥和挤压丝锥。
二、常见丝锥类型
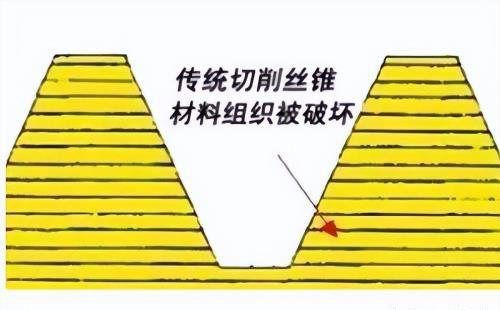
1、切削丝锥
切削丝锥就是以刀具的旋转进给去除金属材料得到螺纹的形状,是最常见的一种内螺纹加工工具。按排屑槽形状可分为直槽丝锥和螺旋槽丝锥,直槽丝锥一般用于通孔螺母螺纹加工;螺旋槽丝锥由于废削向上排出,一般用于盲孔螺母螺纹。
2、挤压丝锥
挤压丝锥又被称为挤压丝攻、无屑丝攻,是由高质量的高速钢制造而成,并预制有润滑槽和用于特殊用途的镀TiN涂层。它不靠切削材料来形成螺纹,而是将材料挤压并重新分布形成了螺纹。这种无切屑挤压成型加工过程不会损坏金属固有的纤维方向,相反会使金属材质更加密固。所以用挤压丝锥加工出的螺纹具有能抵抗较大拉力和扭矩的力学特征。
三、区别与特点
切削丝锥加工成型的螺纹,由于采用去除材料的加工方式,牙型角形状规则。但是会因为丝锥崩刃打齿等原因引发螺纹牙尖角缺失,螺纹毛刺等加工缺陷。
挤压丝锥加工成型的螺纹,由于受到挤压作用并沿丝锥的牙型延伸,会呈现明显的双峰型牙尖角。
四、丝锥的优势
无论是切削丝锥还是挤压丝锥,在进行内螺纹加工时都需要先加工预制孔(螺母批量生产时采用模具冲压出预制孔),然后使用丝锥进行攻丝。
- 挤压丝锥成型的内螺纹 -
a. 无屑,螺纹表面质量高;
b.金属组织纤维连续,螺纹强度高;
c. 冷作硬化,螺纹表面耐磨;
d. 攻丝速度高,提高加工效率;
e. 丝锥寿命长。
挤压丝锥价格高,一支挤压丝锥的售价大概是普通切削丝锥的6-8倍。而且由于在加工时不排削,挤压丝锥所受的应力非常大极易因过扭而出现断裂,并且需要高品质的润滑剂润滑,加工成本较高。
切削丝锥有着操作方便、无技术门槛,价格便宜的优点,应用非常广泛,大部分螺母产品的内螺纹都是由切削丝锥加工的。
本文内容由快快网络小洁创作整理编辑!