进胶系统一般由什么组成(常见的进胶方式)
导语:第三章、进 胶 系 统(3)
一、 浇口的形式和应用
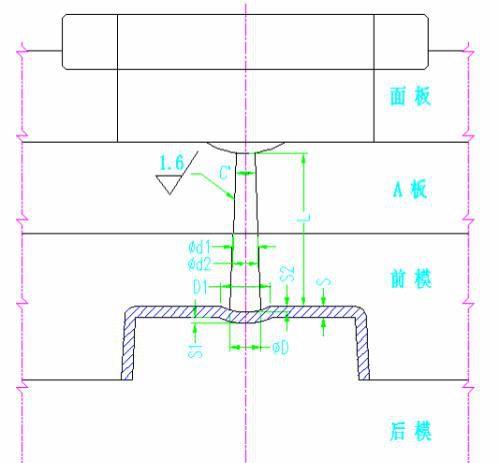
1) 直接大水口
a. 直接大水口进胶适用于一模一穴,根据客户确定而浇口不影响产品外观且成型深腔的大型塑胶制品,不宜成型平薄形塑件和容易变形的塑件.
b. D值取8~12之间,对于平薄形塑件和容易变形的塑件D值最大取2S,L值一般不超过150,遇到特殊结构再加长.
c. 大水口底下需做波仔,D1=Dx2,S1=S/2,S2=S/2~2mm,C=2°、3°和4°
S为产品平均胶厚,在d2≥d1+0.4.
2) 标准浇口(直接大水口)
a. 标准浇口形状简单,加工方便.适合于除聚碳酸脂(PC)外的所有塑胶材料.
b.其缺点是易产生流痕,不适合薄板形的透明制品,同时也不适合于细而长的桶形制品。
L=2~3mm H=(0.6~0.8)T W=3H
3). 搭接式浇口
a. 适合于外观面不允许有浇口痕迹的所有塑胶制品.可减少标准浇口所产生的流痕。
b.其缺点是浇口不易切除,材料是PVC、PU制品不宜采用。
L=2~3mm H=(0.6~0.8)T W=3H L1>0.5mm
4). 潜浇口
浇口自动切断,适合自动化生产。
建议PC、PMMA、SAN料制品不宜采用。
a 潜前模
α=30°~60° β=10°~20° d1=0.8~2 L1=2~3mm d2=2xD d3=0.8~2.0 L1=∅D+(6~8)
b.潜后模
α=30°~50° β=10°~20° d1=0.8~2 L=2~3mm d2≥3xD d3=0.8~2.0 L1<50mm L3>L2+2mm
c.潜顶针
t1=0.5t t2<d/2 t为制品厚度 L值不能太大,L≤50mm,顶出行程>L 其余参数请参照潜后模浇口尺寸
5). 薄形浇口
薄形浇口主要适用于大形的平板产品,使产品不易产生变形、流痕、气泡等现象.
其缺点是浇口不易剪除
H=0.8~1.2 J=0.2~0.4 K=D/3 B=L/4
6). 扇形浇口
扇形浇口主要适用于宽度较大的大面积扁平制品、盒类及圆形制品, 使物料在光模过程中的流动方向更接近于平行流动,与辐射流动相比绞,平行流动时若产生填料定向,也只会使纵向收缩和横向收缩率不等,而不致于引起翘曲变形。
这种浇口进入型腔速度均匀,可降低塑件的内应力和带入空气的可能性,去除浇口方便.
H=0.8~1 H=0.8~1.5 W=3H
7). 环形浇口
环形浇口适用于粘性塑料管形制品来避免熔接痕及减缓压力
8). 牛角形潜伏浇口和圆弧形潜伏浇口
在制品表面不允许留有任何浇口痕迹,又不能做普通潜伏浇口的情况下,选择牛角形潜伏浇口或圆弧形潜伏浇口.要采用镶件式加工.
a 牛角形潜伏浇口的CAD画法(如下图)
⑴.先定义好流道的规格∅D,画出La,Lb,Lc,Ld;
⑵.在线La上任一点画圆Ra;
⑶.Offset线Ld值0.8,offset圆Ra值∅Db直径;
⑷.切3个物体画圆∅Db;
⑸.以圆∅Db和线Lc修剪Ra为圆弧Ra;
⑹.以弧Ra中点Pa和弧Ra圆心画线Le;
⑺.Offset圆Ra值∅Da直径,使其与线Lb相交,作点Pb;
⑻.Offset圆Ra值(∅Da+∅Db)/2相交线Le于点Pc;
⑼.过点Pb,点Pc,切圆∅Db,画弧Rb;
⑽.以弧Ra和弧Rb两弧之圆心画线Lf;
⑾.以线Lf之中点为圆心画圆Rc,半径为(Ra+Rb)/2;
⑿.过点Pf(圆∅Db之四分点)垂直于Ld画线Lg;
⒀.Offset线Lg值∅Dp旋转30°修剪;
⒁.过圆Rc与∅Db上端之交点画线Lh;
⒂.以线Lh为中心画出F;
b.牛角形潜伏浇口的一般取值范围
c.圆弧形潜伏浇口
a图和b图
D=∅4~∅8,L1=圆弧长度
(a图)是圆弧形潜伏浇口及辅助流道的设计及尺寸.为了在流道顶出时能平稳脱模,所以在另一侧增设了一段辅助流道,在设计时L=L1.圆弧截面可以设计成圆形或者椭圆形.
(b图)是圆弧形潜伏浇口不设辅助流道,在设计时L=L1+10mm.
9). 点浇口
a .点浇口可应用于各种形式的制品.浇口附近的残余应力小,能自行拉断水口,可实现自动化生产,对于较大的制品可多点进浇,但注射压力损失大,多数要采用三板模结构,模具结构较复杂,成形周期较大.
∅d1≥b+0.5 b=∅d2 ∅d3≥∅d4+0.5 S1=S2=1 ∅d=0.8~1.5
b .单点点浇口在唧咀中心时,流道冷料要做成大圆形,要采用延伸唧咀带拉料钩形式.见下图:
c .细水口单点进胶时,为了防止开模后水口转动,不便于机械手夹取。可在水口板上加开一深为5mm的料头来定位。如下图所示。
d . 细水口流道镶拼型式
此种镶拼型式只用于细水口转大水口.材料用黄牌,淬火至HRC40以上
e 旋转水口司的设计
在一模多穴的情况下.如果需要调整某类产品的产量,可以通过旋转水口司来实现。
六角司M为12,H1=H2+10,d为模具流道大小,H根据模具后模高度来确定.
f 冷料井的设计
所有流道要留冷料井.
L=d+2
当d1<8时,d2=6
当d1>=8时,d2=8
L2=0.3~0.5
本文内容由快快网络小涵创作整理编辑!