钣金折弯基础知识(钣金折弯有几种形式)
导语:钣金折弯必须要知道的五个重要知识点
1 最小折弯半径
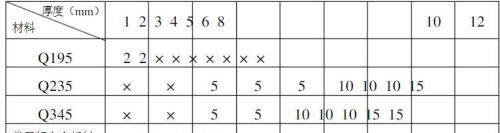
最小折弯半径是在保证板材外层纤维在折弯时不产生裂纹的条件下,折弯处的内圆角半径。最小折弯半径只在有特殊要求时才提出要求,在一般情况下折弯半径应尽可能放大。
常用材料不同厚度系列的最小折弯半径见表1:
表1最小折弯半径
2 最小折边高度
21为了保证工件的折弯质量,折弯件的直边应不小于最小折边高度。当折弯直角时如图1,最小折边高度如式(1):
hmin=r+2t·····················(1)
图1
22特殊要求的折边高度:如果设计需要折弯件的折边高度h≤r+2t,,则首先要加大折边高度,折弯好后再加工到需要尺寸;或者在折弯变形区内加工浅圆弧槽后,再折弯,见图2。
图2
23折弯侧边带有斜角的直边高度。当折弯侧边带有斜角的弯曲件时,见图3。
侧边的最小高度如式(2):
hmin=(2~4)t>3mm···············(2)
图3
3 最小孔边距
冲孔后有折弯要求时,应使孔的位置处于弯曲变形区外,避免弯曲时孔会产生变形。孔边离弯曲边内侧表面的距离详见表2:
表2最小孔边距
4 折弯线的位置
41局部折弯某一段时,为了防止尺寸突变尖角处应力集中产生弯裂,折弯线不应在尺寸突变的位置上,离突变处的距离S应大于弯曲半径r,见图4a。或冲工艺孔或开槽,将变形区与不变形区分开,见图4b,4c。注意图中的尺寸要求:S≥R;槽宽k≥t;槽深L≥t+R+k/2。
图4
42当孔位于折弯变形区内,折弯前应采取的工艺措施见图5。
图5
5 折弯件设计时应设置工艺定位孔
为保证板材在模具中准确定位,防止板材在折弯时产生移动而废品,折弯件在设计时应设置工艺定位孔,如图6所示。特别是多次折弯成形的零件,均必须以工艺孔为定位基准,以减少累计误差,保证产品质量。
图6
本文内容由快快网络小曲创作整理编辑!