镁合金材料有哪些(镁合金百科)
导语:「镁科普」教授品镁(127):镁合金材料锯切
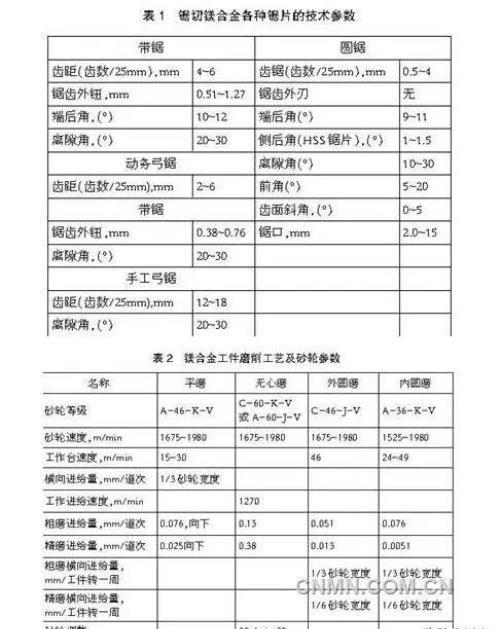
锯切镁及镁合金可用手工锯和动力锯切割,由于锯切力小,故锯口可很深,因此锯片应有很大的屑槽,才能灵活地锯切,若屑槽过小,则会迅速填满锯齿,使锯片从锯口中脱离。手锯和弓锯的齿外刃必须在于同一圆周上。圆锯齿后角应大到能够最大限度减少摩擦。圆锯、带锯、动力弓锯、手弓锯的锯片结构参数见表1,圆锯片可用高速钢制造,也可以镶嵌硬质合金齿。锯切镁合金厚板锯的齿顶应是平的,也可以有5°的倾斜角,并具有交替安排的斜面。高速钢圆锯片的圆周速度极限值为610m/min,而镶嵌硬质合金齿的锯片速度可高达3000m/min。锯切镁合金的功率约为锯切软钢的1/10。采用常规结构直径305mm的镶嵌硬质合金齿的锯片锯切厚25mm板材的速度可达86.4m/min。动力弓锯是锯切镁的常用工具,工作速度可高达160冲程/min,进给量0.38mm/冲程。动力带锯的常用工作速度为365m/min。磨削镁合金的磨削工作量不多,因为在大多数情况下,一般切削加工都可以获得光亮的表面。以金刚石刀头加工镁合金工件的表面粗糙度为0.075μm~0.125μm,用标准刀具加工的表面粗糙度为0.25μm~0.75μm,若有必要,可用任何磨削工艺加工镁合金。磨削镁合金多用氧化铝磨粒,也可以用碳化硅粒子。通常采用较粗的粒子可以获得更多的磨削效果。与磨削大多数金属一样,也是通过控制进给量,来达到所需的表面光洁度,用的最多的是硬度等级为J或K的砂轮。磨削镁合金工件可以用树脂粘合砂轮,但是大多数情况下,还是宜用陶瓷结合剂砂轮。镁合金工件的典型磨削工艺见表2。磨削时会产生粉尘,是一类易燃易爆危险品,必须严格遵守安全规程,切勿疏忽大意。
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小熊创作整理编辑!