钢的热处理中退火的主要目的是什么(钢的退火热处理类型有)
导语:钢的热处理基本理论知识——退火
将组织偏离平衡状态的钢件加热到适当的温度,经过一定时间保温后缓慢冷却(一般为随炉冷却),以获得接近平衡状态组织的热处理工艺称为退火。
其主要目的如下:
● 调整硬度以便进行切削加工。经适当退火后,可使工件硬度调整到170~250HBS,该硬度值具有最佳的切削加工性能。
● 减轻钢的化学成分及组织的不均匀性(如偏析、等),以提高工艺性能和使用性能。
● 消除残余内应力(或加工硬化),可减少工件后续加工中的变形和开裂。 ● 细化晶粒,改善高碳钢中碳化物的分布和形态,为淬火作好组织准备。 退火工艺种类很多,常用的有完全退火、等温退火、球化退火、扩散退火、去应力退火及再结晶退火等。不同退火的加热温度范围的工艺如图所示,它们有的加热到临界点以上,有的加热到临界点以下。对于加热温度在临界点以上的退火工艺,其质量主要取决于加热温度、保温时间、冷却速度及等温温度等。对于加热温度在临界点以下的退火工艺,其质量主要取决于加热温度的均匀性。
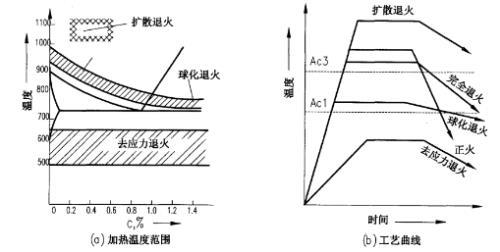
图(1)各种退火工艺的加热温度范围
1、完全退火
完全退火(又称重结晶退火)是将亚共析钢加热到3Ac以上30~50℃,保温一定时间后随炉缓慢冷却或埋入石灰和砂中冷却,以获得接近平衡组织的一种热处理工艺。它主要用于中碳钢,其主要目的是细化晶粒、均匀组织、消除内应力、降低硬度和改善钢的切削加工性能。低碳钢和过共析钢不宜采用完全退火。低碳钢完全退火后硬度偏低,不利于切削加工。过共析钢完全退火,加热温度在Accm以上,会有网状二次渗碳体沿奥氏体晶界析出,造成钢的脆化。
2、等温退火
等温退火是将钢件或毛坯加热到高于3Ac (含碳0.3~0.8%亚共析钢)以上30~50℃或1Ac (含碳0.8~1.2%过共析钢)以上10~20℃的温度,保温适当时间后较快地冷却到P区的某一温度,并等温保持,使A转变为P组织,然后缓慢冷却的热处理工艺。
完全退火所需时间很长,特别是对于某些A比较稳定的合金钢,往往需要几十小时,为了缩短退火时间,可采用等温退火。图4-18为高速钢的完全退火与等温退火的比较,可见等温退火所需时间比完全退火缩短很多。等温退火的等温温度(1Ar以下某一温度)应根据要求的组织和性能由被处理钢的C曲线来确定。温度越高(距1A越近)则P组织越粗大,钢的硬度越低;反之,则硬度越高。
3、 球化退火
球化退火是将钢件加热到1Ac以上20~30℃,充分保温使未溶二次渗碳体球化,然后随炉缓慢冷却或在1Ar以下20℃左右进行长期保温,使P中渗碳体球化(退火前用正火将网状渗碳体破碎),随后出炉空冷的热处理工艺。
主要用于共析钢和过共析钢,如工具钢、滚珠轴承钢等,其主要目的在于降低硬度,改善切削加工性能;并为以后的淬火作组织准备。
近年来,球化退火也应用于亚共析钢而取得较好效果,并有利于冷变形加工。
4、扩散退火
扩散退火(或均匀化退火)是将钢锭、铸钢件或锻坯加热到略低于固相线的温度,长时间保温,然后缓慢冷却,以消除化学成分和组织不均匀现象的一种热处理工艺。扩散退火加热温度为3Ac以上150~250℃(通常为1100~1200℃),具体加热温度视钢种及偏析程度而定,保温时间一般为10~15h。扩散退火后钢的晶粒非常粗大,需要再进行完全退火或正火。由于高温扩散退火生产周期长、消耗能量大、生产成本高,所以一般不轻易采用。
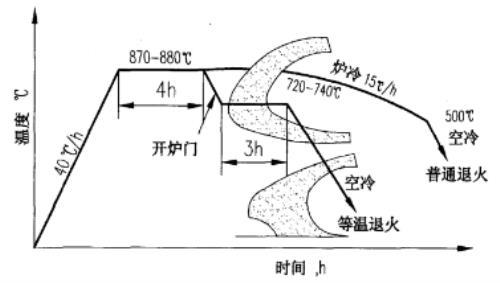
图(2) 高速钢的等温退火与完全退火的比较
5、去应力退火
去应力退火是将钢件加热到低于1Ac的某一温度(一般为500~650℃),保温,然后随炉冷却,从而消除冷加工以及铸造、锻造和焊接过程中引起的残余内应力而进行的热处理工艺。去应力退火能消除内应力约50~80%,不引起组织变化。还能降低硬度,提高尺寸稳定性,防止工件的变形和开裂。
更多相关知识请点击下方了解更多
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请与我联系,一经查实立刻删除内容。本文内容由快快网络小涵创作整理编辑!