经验之谈夹具设计的要点是什么(经验之谈夹具设计的要点有哪些)
工装夹具设计是指在确定零件加工工艺过程后,按某道或全部工序的具体要求进行的。工装夹具的设计,应考虑零件加工工艺的可行性,安全性,经济性,操作简便性以及可持续维护性为衡量指标。其设计质量的高低,会直接影响零件的加工质量和效率。
一、工装夹具应用分类:
1 通用夹具:通用夹具结构已经标准化,有较大适用范围的夹具,例如,三爪卡盘和四爪卡盘,平口钳及分度头等。


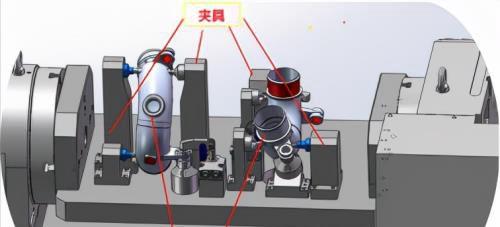
2 专用夹具:专用机床或机械手夹具是针对某一工件的某道工序专门设计制造的夹具。适于产品相对稳定、产量较大的场合应用。

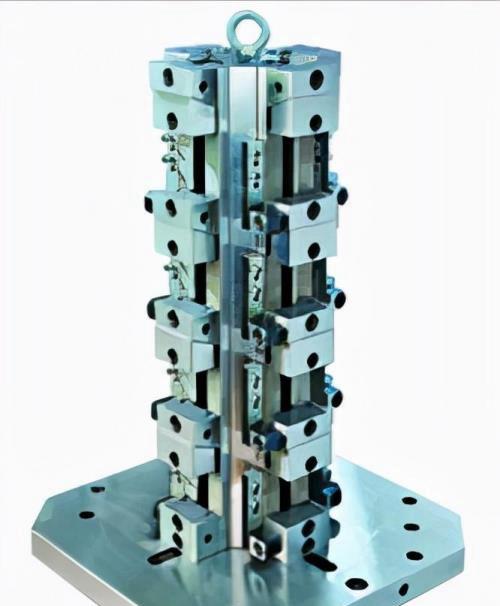
3 组合夹具:组合夹具是用标准元件和组合件装配而成的夹具。该种结构灵活多变,设计和组装周期短,零部件能长期重复使用,适于在多品种单件小批生产或新产品试制等场合应用。
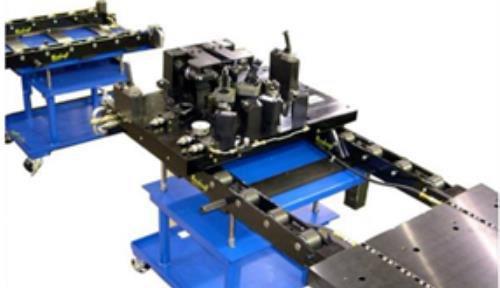
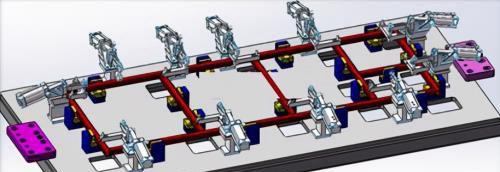
5 随行夹具:是一种在自动化生产线上使用的移动式夹具,在工件进入自动线加工之前,先将工件装在夹具中,然后夹具连同被加工工件一起沿着自动线依次从一个工位移到下一个工位,直到工件在退出自动线加工时,才将工件从夹具中卸下。随行夹具是一种始终随工件一起沿着自动线移动的夹具。
二、工装夹具设计的基本原则
1满足对工件装夹定位的稳定性、可靠性、便捷性;
2满足对工件的夹持力度、承载力度以及切削加工力度;
3满足对易损件实现快速结构更换,而不影响其他状态的保持,条件充分时最好无需使用其它工具;
4满足夹具在调整或更换过程中重复定位的可靠性;
5考虑经济性,尽可能选用标准件作为组成零件,避免结构复杂、成本昂贵的设计;
6形成公司内部夹具设计的系统化和标准化规范;

三、工装夹具设计基本知识
一副设计优秀的夹具必须满足下列基本要求:
1保证工件的加工精度。
其关键在于正确地选定定位基准、定位方法和定位元件,必要时还需进行定位误差分析,同时注意夹具中其它零部件的结构对加工精度的影响,确保夹具整体能满足工件的加工精度要求。
2提高生产效率。
专用夹具的复杂程度应与产能情况相适应,应尽量采用各种快速高效的装夹机构,保证操作方便,缩短辅助时间,提高生产效率。
3工艺性能好。
专用夹具的结构应力求简单、合理,便于制造、装配、调整、检验、维修等。
4使用性能好。
工装夹具应具备足够的强度和刚性,操作应简便、省力、安全可靠。在客观条件允许和经济适用的前提下,应尽可能采用气动、液压等机械化夹紧装置,以减轻操作者的劳动强度。对于机床所有的工装夹具还应排屑方便。必要时可设置排屑结构,防止切屑破坏工件的定位和损坏刀具,防止切屑的积聚带来大量的热量而引起工艺系统变形。
5经济性好。
专用夹具应尽可能采用标准元件和标准结构,力求结构简单、制造容易,以降低夹具的制造成本。因此,设计时应根据订单及产能情况对夹具方案进行必要的技术经济分析,以提高夹具在生产中的经济效益。

四、工装夹具设计规范化概述
1工装夹具设计的基本方法与步骤
设计前的准备,需要如下原始资料:
a)设计通知单,零件成品图,毛坯图和工艺路线等技术资料,了解各工序的加工技术要求,定位和夹紧方案,前工序的加工内容,毛坯情况,加工中所使用的机床、刀具、检验量具,加工余量和切削用量等;
b)了解生产批量和对夹具的需用情况;
c)了解所使用机床的主要技术参数、性能、规格、精度以及与夹具连接部分结构的联系尺寸等;
d)夹具的标准料库存情况。
2工装夹具设计考虑的问题
夹具设计必须系统综合考虑,否则稍有不谨就会出意外的麻烦:
a)被加工件的毛坯余量。
造成毛坯尺寸过大,产生干涉。所以在设计之前一定要准备毛坯图。留出足够的空间。
b)夹具的排屑畅通性。
设计时由于机床的加工空间的有限性,夹具往往被设计的空间比较紧凑,这时往往就会忽略在加工过程产生的铁屑在夹具死角处存积,包括切屑液的流出不畅,给以后加工带来很多麻烦。所以在实际之初就应考虑加工过程中出现的问题,毕竟夹具是以提高效率,方便操作为本的。
c)夹具的整体敞开性。
忽略敞开性,造成操作者装卡困难,费时费力,设计大忌。
d)夹具设计的基本理论原则。
每套夹具都要经历无数次的夹紧,松开动作,所以可能在开始都能达到用户要求,但是夹具应该有它的精度保持性,所以不要设计一些有悖原理的东西。即使侥幸当下可以,也不会有长久的持续性。一个好的设计应该经得起时间的锤炼的。
e)定位元件的可更换性。
定位元件磨损严重,所以应考虑更换快捷和方便。最好不要设计成较大的零件。
免责声明:本文内容由互联网优秀作者用户自发贡献,本站仅提供存储空间服务,不拥有所有权,不承担相关法律责任。若有涉嫌抄袭侵权/违法违规的内容,请与我们取得联系举报,一经查实立刻删除内容。本文内容由快快网络小娴创作整理编辑!