什么叫群钻钻头呢(群钻钻头高清照片)
导语:群钻的各种钻型(十一)(附图)
作者:北京理工大学 于启勋 教授
三、钻高锰钢硬质合金群钻的特点和使用
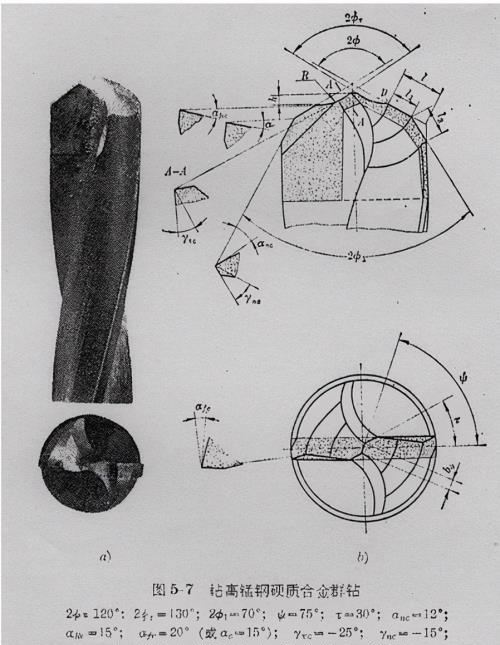
钻高锰钢不宜用高速钢麻花钻,通常使用钻高锰钢硬质合金群销,如图5-7所示,其特点如下:
(1)这种硬质合金钻头的构造与制造,与通用硬质合金钻头相同。但钻头的本体应有良好的刚性和强度,一般用40Cr制造,长度也应尽可能短些。柄部钻尾可采用加强型。
(2)工件刚性不好时,钻孔部位的支承面应尽可能垫实。
(3)刀片材料可用YG8或YW2,钻头本体的刀槽宽度比刀片厚度约大0.2毫米。若选用齿冠刀头,则使用效果更好。
(4)切削部分的几何参数与几何角度,与钻铸铁群钻基本相似,只是将尖高h加高到0.08d,圆弧刃的圆弧半径R加大到0.4d,以加大B点刃尖的刀尖角,改善散热条件和强度,使该处既不易崩刃和磨损,又能起到分屑的作用。同时R加大些,有利于对硬质合金的刃磨,减缓砂轮的损耗。根据同样理由,在外缘处磨出双重锋角;并磨出负前角(γnc=-15°),而把外缘的后角适当加大(dnc=12°,αfc=20°)。刃口的修磨质量很重要,应该用油石仔细地鐾光,以提高刃面的光洁度,刃口应光整,不得有锯齿。
(5)切削液要充足,如有条件,可将整个零件浸在切削液中进行钻孔。选用切削用量时,从钻冷硬层严重的情况来看,本应选用较低的切削速度和较大的进给量,但这样切削力过大,易使切削刃破损。在选用适当的切削条件下(合理的切削用量和充分冷却),可使切削加工中的切削温度控制在一个较稳定的600℃左右范围内,这时加工条件较为有利。同时可以观察到:当工件较薄、钻到出口时,材料达到暗红的程度。如采用ψ16.6毫米的钻头,可使转速n=670~850转/分,f=0.07~0.09毫米/转。应该指出,在采用上述切削用量的条件下,倘使冷却不充分,切削温度过高,由于高锰钢的线膨胀系数大,将会导致孔径收缩,甚至咬死钻头。
(6)硬质合金钻头的磨钝标准很重要。有时尽管声音较大,只要是连续均匀的,仍属于正常的切削。但当有刺耳的尖叫声,甚至是噗噗地响声时,刃口就应该重磨。同时还应经常观察外缘转角处的后角和刃带的磨损情况,一般当磨损到1毫米时即应重磨,不可疏忽大意。否则当磨损过大时,切削负荷增大,将会使整个刀片崩碎,弄得不可收拾。
(7)在操作中,严禁中途停车,并应尽量防止由于负荷大而引起的“闷车”,因为这势必会造成刀具崩刃,甚至使刀头完全崩碎。
(8)用这种钻头钻高强度钢、硬钢材,如逆磁铸钢(如50Mn18Cr4)等,效果也很好,它的耐用度和效率比高速钢群钻提高五倍以上。
四、钻高锰钢硬质合金群钻的特点口诀
高锰钢料难钻削, 合金钻头负前角,
双重锋角刃鐾光, 暗红热钻效果好。
(待续)
本文著作权归作者所有 如需转载请联系本站
本文内容由快快网络小开整理编辑!