框架水平仪的使用方法(框架式水平仪)
导语:用框架水平仪测理方法与曲线图数值计算
1框架水平仪的两个V形测量面是测量精度的基准,在测量中不能与工作的粗糙面接触或摩擦。安放时必须小心轻放,避免因测量面划伤而损坏水平仪和造成不应有的测量误差。
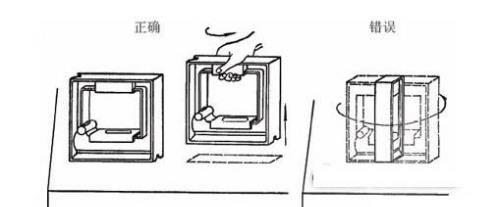
2用框架水平仪测量工件的垂直面时,不能握住与副侧面相对的部位,而用力向工件垂直平面推压,这样会因水平仪的受力变形,影响测量的准确性。正确的测量方法是手握持副测面内侧,使水平仪平稳、垂直地(调整气泡位于中间位置)贴在工件的垂直平面上,然后从纵向水准读出气泡移动的格数。
3使用水平仪时,要保证水平仪工作面和工件表面的清洁,以防止脏物影响测量的准确性。测量水平面时,在同一个测量位置上,应将水平仪调过相反的方向再进行测量。当移动水平仪时,不允许水平仪工作面与工件表面发生摩擦,应该提起来放置。如图1所示。
图1 水平仪的使用方法
4当测量长度较大工件时,可将工件平均分若干尺寸段,用分段测量法,然后根据各段的测量读数,绘出误差坐标图,以确定其误差的最大格数。如图2所示。床身导轨在纵向垂直平面内直线度的检验时,将方框水平仪纵向放置在刀架上靠近前导轨处(图2中位置A),从刀架处于主轴箱一端的极限位置开始,从左向右移动刀架,每次移动距离应近似等于水平仪的边框尺(200mm)。依次记录刀架在每一测量长度位置时的水平仪读数。将这些读数依次排列,用适当的比例画出导轨在垂直平面内的直线度误差曲线。水平仪读数为纵坐标,刀架在起始位置时的水平仪读数为起点,由坐标原点起作一折线段,其后每次读数都以前折线段的终点为起点,画出应折线段,各折线段组成的曲线,即为导轨在垂直平面内直线度曲线。曲线相对其两端连线的最大坐标值,就是导轨全长的直线度误差,曲线上任一局部测量长度内的两端点相对曲线两端点的连线坐标差值,也就是导轨的局部误差。
图2 纵向导轨在垂直平面内的直线度检验
例:一台床身导轨长度为1600mm的卧式车床,用尺寸为200mm×200mm、精度为0.02mm/lOOOmm的方框水平仪检验其直线度误差。
将导轨分成8段,使每段长度为水平仪边框尺寸(200mm),分段测得水平仪的读数为:+1、+2、+1、0、-1、0、-1、-0.5。根据这些读数画出误差曲线图(图3)。作图的坐标为:纵轴方向每一格表示水平仪气泡移动一格的数值;横轴方向表示水平仪的每段测量长度。作出曲线后再将曲线的首尾(两端点)连线I-I。并经曲线的最高点作垂直于水平轴方向的垂线与连线相交的那段距离n,即为导轨的直线度误差的格数。从误差曲线图可以看到,导轨在全长范围内呈现出中间凸的状态,且凸起值最大在导轨600mm—800mm长度处。
导轨长/mm
图3 导轨在垂直平面内直线度误差曲线图
将水平仪测量的偏差格数换算成标准的直线度误差值δ
δ=nil
式中 n—误差曲线中的最大误差格数;i—水平仪的精度(0.02mm/lOOOmm);l—每段测量长度(mm)。
按误差曲线图各数值计算得
δ=3.5×0.02mm/1000mm×200mm=0.014mm
5机床工作台面的平面度检验方法如图4所示,工作台及床鞍分别置于行程的中间位置,在工作台面上放一桥板,其上放水平仪,分别沿图示各测量方向移动桥板,每隔桥板跨距d记录一次水平仪读数。通过工作台面上A、B、D三点建立基准平面,根据水平仪读数求得各测点平面的坐标值。
误差以任意300mm 测量长度上的最大坐标值计。标准规定允差见表1
表1 工作台面的平面度允差
图4 检验工作台面的平面度
6测量大型零件的垂直度时,如图5a所示,用水平仪粗调基准表面到水平。分别在基准表面和被测表面上用水平仪分段逐步测量并用图解法(图3)确定基准方位,然后求出被测表面相对于基准的垂直度误差。
测量小型零件时,如图5b所示,先将水平仪放在基准表面上,读气泡一端的数值,然后用水平仪的一侧紧贴垂直被测表面,气泡偏离第一次(基准表面)读数值,即为被测表面的垂直度误差。
图5 水平仪垂直度测量
7水平仪使用完后,应涂上防锈油并妥善保管好。
本文内容由小娴整理编辑!