> 自然
压力容器焊接什么时候需要预热(压力容器焊接后处理的目的是)
压力容器及受压元件在哪些情况下要进行焊后热处理呢?现在以热处理的目的和条件来叙述。
1.压力容器受压元件进行焊后热处理的主要目的
(1)消除焊接残余应力,防止各种焊接裂纹以及应力腐蚀开裂。
(2)消除冷成形过程中的冷作硬化,恢复母材以及焊接接头原来的性能。
(3)通过热处理使钢材或焊接接头的力学性能达到要求。特别是钢板经热卷、热压后,破坏其供货状态的组织或性能;或者采用电渣焊(BSW)或大线能量的立焊,使焊缝晶粒粗大,通过焊后正火处理予以消除。
2.焊后热处理的条件
国标GB50按钢材的强度、厚度、容器的介质以及钢材冷变形程度规定焊后热处理。
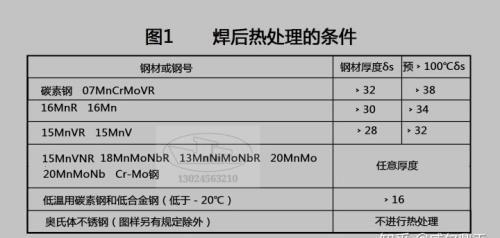
(1)按钢材强度和厚度,焊后热处理的条件见图1。
(2)根据容器的介质。
①图样注明盛装毒性为极度或高度危害介质的容器。
②图样注明有应力腐蚀的容器,如盛装液化石油气、液氨等。
(3)根据冷成形的变形量
①碳素钢、16MnR的变形量:δs/Di≥3%。
②其他低合金钢的变形量:。δs/Di≥2.5%。
《压力容器安全技术监察规程》除GB150的上述规定外,对于采用电渣焊的铁素体材料或焊接线能量较大的立焊焊缝,应正火处理以细化晶粒。对常温下盛装混合液化石油气的容器,也规定应进行焊后热处理。旋压封头应在旋压后进行消除应力处理,但奥氏体不锈钢的旋压封头除外。

免责声明:本文内容由互联网优秀作者用户自发贡献,本站仅提供存储空间服务,不拥有所有权,不承担相关法律责任。若有涉嫌抄袭侵权/违法违规的内容,请与我们取得联系举报,一经查实立刻删除内容。本文内容由快快网络小面创作整理编辑!