冲裁模用来完成何种加工(冲压模具冲裁力怎么计算)
导语:在冲压模具中:冲裁排样以及冲裁的利用率是怎么计算的你知道吗?
制件在条料、带料或板料上的布置方法叫排样。合理排样对于提高材料利用率、降低成本,保证冲件质量及提高模具寿命具有十分重要的意义,是模具设计的重要内容之一。
冲裁排样
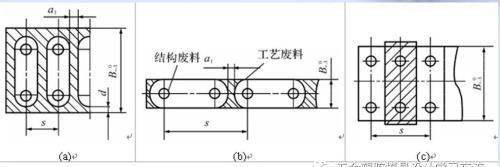
根据材料的合理利用情况,条料排样方法可分为3种,如图2-17所示。
(1) 有废料排样:图2-17(a) 。沿制件全部外形冲裁,制件与制件之间、制件与条料侧边之间都留有搭边废料。因此精度高,并且模具寿命也高,但材料利用率低。
(2) 少废料排样:图2-17(b) 。沿制件部分外形切断或冲裁,只在制件与制件之间或制件与条料侧边之间留有搭边。材料利用率较高。
(3) 无废料排样:图2-17(c) 。制件周围无任何搭边,制件由切断条料直接获得。材料利用率最高。
搭边值和条料宽度的确定
1搭边
排样时制件之间以及制件与条料侧边之间留下的工艺废料叫搭边。
搭边的作用一是补偿定位误差,确保冲出合格的制件;二是保证条料具有一定的刚度,便于条料送进,从而提高劳动生产率。
一般来说,硬材料的搭边值比软材料、脆材料的搭边值要小一些;制件形状大而复杂、圆角半径较小时,搭边值取大些;材料越厚,搭边值越应大些;用手工送料,有侧压装置时,搭边值可以小一些;用侧刃定距比用挡料销定距的搭边小一些;弹性卸料比刚性卸料的搭边小一些。
2条料宽度
1)送料时在一侧导料板装有侧压装置时,计算公式如下:
2)在无侧压装置的导料板之间送料时,条料可能会产生左右摆动或转动,因此,条料宽度应增加一个条料可能的摆动量,
材料利用率的计算
材料利用率是指冲裁制件的实际面积与所用板料面积的百分比,它是衡量是否已合理利用材料的经济性指标,也是检验排样是否合理的重要参数。
若考虑料头和料尾的材料消耗,则可按下式计算:
一般来说,所用材料价格高或生产批量较大时,应选择材料利用率较高的排样;而生产批量较小时,则应尽可能选择比较简单的排样,以便于模具制造。
精 密 冲 裁
精密冲裁之所以能获得尺寸精度高、断面质量好的冲裁件,其机理主要是改变冲裁条件,以增大变形区的静水压力,使板料处于三向压应力状态,抑制材料裂纹的产生。
精密冲裁根据其冲裁机理的不同,可分为齿圈压板精密冲裁和半精密冲裁两大类。半精密冲裁包括小间隙圆角刃口冲裁、负间隙冲裁、上下往复冲裁等。
本文内容由小馨整理编辑!