> 健康
塑胶模个进胶点优化解决产品生产中的问题有哪些(塑胶模具有几种进胶方式)
导语:塑胶模个进胶点优化,解决产品生产中的问题
如图所示:
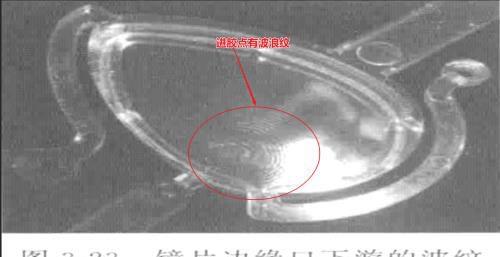
产品的进点太小和太薄的情况下,
在成型中会造成流速高、进胶口剪切应力大、充填不稳定、塑料特性进行分解、在充填过程中会产生蛇纹。
进胶点附近会产生浇口晕、雾斑、水花、银纹、黄化、喷流痕等不良因素。
如图所示:
根据产品尺寸大小,进胶确认侧浇口相关参数推荐值。
如图所示:
每级分流道的尺寸也是不一样大的,这样的话有效降低了充填时的压力损失最小。
如图所示:
D1分流道为参考尺寸
D2分流道尺寸为:D1尺寸 X 1.2倍的系数
D3分流道尺寸为:D2尺寸 X 1.4倍的系数
D4分流道尺寸为:D3尺寸 X 1.2倍的系数
简单的理解就是上一级的分流道尺寸要比下一级分流道尺寸大10%~20%,并且各分支相交处均采用圆角过渡。
如图所示:
最大流长与壁厚的比值
如图所示:流长比与厚度比的详细说明
如图所示流长与厚度比=L1/t1+L2/t2+L3/t3+L4/t4
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小熊创作整理编辑!