弹簧管式压力表校验(弹簧管式压力表的工作原理)
导语:弹簧管压力表的调修——刻度误差的调整
① 零点和上限刻度的调整以及刻度误差的调整
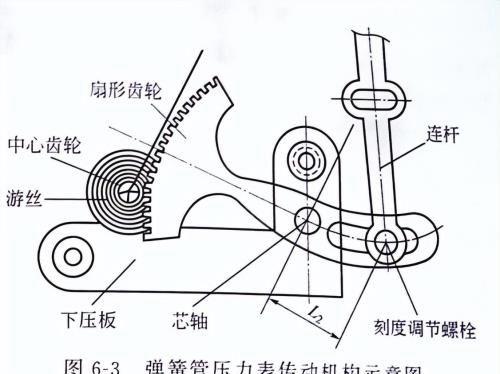
校准误差可如图6-3所示进行调整。当指针未加压时,将指针固定在零点,并按照上述“(1)指针安装方法”进行操作
没关系。然后加压到上限压力值,松开刻度调整螺栓,调整L2的长度,使指针指向上限刻度线。重复调整,直到零点和上限刻度符合要求。
② 中尺度的调整
如果误差与加压后的刻度成比例;延长L2是正误差;缩短L2是一个负误差。
加压后,零点刻度和上限刻度附近的误差未超出公差范围,而中间刻度超出公差范围并与刻度成比例。L2的长度可以调整以改变连杆和扇形齿轮之间的夹角,以减小误差。当压力增加到刻度的50%时,连杆与扇形齿轮中心线之间的夹角应为90°。
当零点刻度和上限刻度附近的误差不合格,中间刻度误差合格时,上述两种方法可重复调整。
③ 其他误差的调整:不合格刻度误差通常是由于太阳齿轮与扇形齿轮接触不良或太阳齿轮轴弯曲造成的。可根据具体原因予以消除。如果缺齿,必须更换相同规格的新齿轮。
大的变化通常是由于传动机构摩擦过大、连接松动或平衡弹簧扭矩不足引起的,可根据实际情况处理。
④ 校准误差调整方法压力表的校准误差可分为三种情况:a每个点的差值基本相同;b、 差异越来越大或越来越小;c、 一个或两个单独点超过允许误差。
前大后小或后大前小的现象仍然属于B.a.B两种情况有规律变化,因此更容易调整。A只需要重新安装指针。B这两种情况之间的差别越来越大。刻度调节螺栓应向外移动,L2应加长以增加力臂;当差值越来越小时,应向内移动刻度调节螺栓以缩短L2,从而缩短臂。C情况不正常,原因多,调整复杂。例如,如果拉杆和扇形齿轮之间的角度不正确,则应调整角度;如果平衡弹簧张力不足,调整或更换平衡弹簧;如果中心轴与刻度盘不同心,则移动机芯使其同心。在调试期间,更容易将C调整为a和B。
调整刻度调整螺栓时,用左手食指握住刻度调整螺栓的螺母,用螺丝刀用左手食手指移动螺栓,以感觉螺栓的移动。如果您掌握了正确的方法,您可以以较少的调整时间移动到正确的位置。
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小竹创作整理编辑!