两板模结构图(两板模具结构图解高清大图)
导语:常用两板模结构介绍
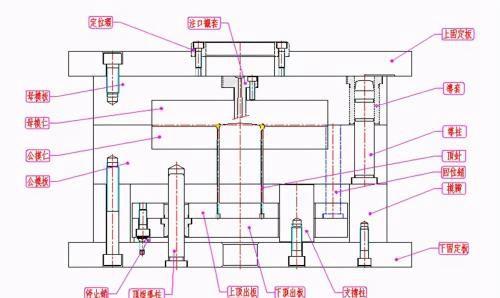
2D结构图
为方便称谓,我们常把模具结构分为:浇注、冷却、顶出、机构四大系统,其中机构系统是支撑,定位,成型部分与脱倒钩部份的统称。为方便称谓,我们常把模具结构分为:浇注、冷却、顶出、机构四大系统,其中机构系统是支撑,定位,成型部分与脱倒钩部份的统称。
當模具架到注塑機上時﹐母模側固定在注塑機前面板上﹐
是不可動的﹔公模側可隨注塑機一起運動。
開模過程﹕
1.公模側在注塑機的拉力作用下與母模側分開﹐分開到設定
位置時停止不動。
2.在注塑機背杆的推動作用下﹐頂出板帶動頂出機構(頂針﹑
頂杆﹑斜梢)向前運動﹐將成品頂出(自然落下或用機械手取
走)。
合模過程﹕
在注塑機的推動作用下﹐公模側向母模側運動﹐若回位銷
(RP)沒有預先拉回﹐回位銷最先接觸母模側﹐在反作用力的
作用下﹐回位銷將頂出板回位。公母模側完全合聚后﹐注塑
機開始注塑。當模具架到注塑機上時﹐母模側固定在注塑機前面板上﹐
是不可動的﹔公模側可隨注塑機一起運動。
開模過程﹕
1.公模側在注塑機的拉力作用下與母模側分開﹐分開到設定
位置時停止不動。
2.在注塑機背杆的推動作用下﹐頂出板帶動頂出機構(頂針﹑
頂杆﹑斜梢)向前運動﹐將成品頂出(自然落下或用機械手取
走)。
合模過程﹕
在注塑機的推動作用下﹐公模側向母模側運動﹐若回位銷
(RP)沒有預先拉回﹐回位銷最先接觸母模側﹐在反作用力的
作用下﹐回位銷將頂出板回位。公母模側完全合聚后﹐注塑
機開始注塑。
部分零﹑部件的功能﹑材質介
1.定位環
功能﹕主要是保证注塑機的喷嘴﹑注口襯套同軸心﹐否則兩者相接處不密合﹐出現漏膠現象。
常用材質﹕S55C
定位環的規格與成型機是相對應的,英制和公制的機台上應該使用相對的定位環。所以在模具設計之初就要了解使用機台的規格,使用相應的定位環,我公司塑胶部的公英制注射机与定位环的配合孔分别是100和125(mm)两种规格。另外,在特殊情況下可以設計公英制通用的定位環(可以互換)。为配合不同的注射面,我们是只要留出其固定圆槽,直径为100,深5mm,由塑胶部自已安装合适的规格。
2.RP(回位銷)
功能﹕在合模過程中﹐首先接觸母模側﹐使頂出板先回位﹐保证頂出系統不會與母模側零件撞傷。
常用材質﹕SKD61(高频淬火)
模具在合模時首先靠大彈簧將頂出板回位並帶動頂出機構回位,當RP頂部接觸到母模板時可以確保頂出板完全回位。常用的RP形式見右圖.
3.GP,GB(導柱,導套)
導柱,導套的作用是在模具開模,合模的過程中起导向的作用。導柱,導套合配得是否精確很大程度地決定了一套模具的精度,所以導柱孔,導套孔在模座加工中必須要做到準確無誤。另外,爲了防止模具組立時發生旋转錯位的現象,通常會做基准角侧導柱OFFSET的防呆形式。導柱導套在模具生產時會因爲摩擦生熱導致模具溫度升高,因此大型模具設計時應該在導柱附近排布冷却水路。为了合模顺畅,应在导套下做排气槽。
4.EGP(頂板導柱)
功能﹕主要是在頂出成品及頂板回位過程中對頂板起導向的作用。
常用材質﹕SUJ2
EGP的導向作用可以保證頂出板和各頂出機構的動作準確,順暢,避免頂出機構運動中有卡死的現象。EGP常用的兩種形式見右圖。左边为我们现场使用的一般形式,图右边是一些欧美公司常用标准如HASCO。其要求是在B 板,方铁及下固定板有定位销定位。
5.SP(支撐柱)
功能﹕支撐公模板﹐使公模板在注射壓力下﹐不會發生下凹等變形。
常用材質﹕S55C
SP在排布時應遵循以下原則:
1.應避開斜銷,頂針等頂出系統。
2.在射壓较大的正下方應尽量多排SP.
并且SP尽量取大(不破坏顶针板强度下)。
3.在天地滑塊的正下方排布SP(保证B板强度).
6.定位塊
當模仁的結構中有靠﹑插破部位﹑模穴較深﹑產品質量要求較高。由于加工精度以及裝配關系﹐公母模在合模過程中﹐會出現錯位現象。而單靠導柱的定位精度(精密模通常為0.05-0.08MM)無法滿足﹐而使用定位塊(通常為0.02MM)。
定位塊已經標准化﹐有台灣規格﹑DME公制﹑DME英制﹑MISUMI﹑HASCO標准等。我們公司通常使用台彎規格﹐在設計過程中﹐定位塊的大小要根據模座的大小﹐客戶要求來選定﹐而不同的場合應選用不同形式的定位塊。
場合一﹕模仁型腔較深且成品
無插破的情況下使用﹐
防止公母模仁錯位﹐
而影響產品質量。
場合二﹕成品有插破角而插破角 較小時使用﹐防止精度 破而損壞插破面。
这是我們設計中最常見的場合。
場合三﹕當模具空間較小而成品有插破角時﹐但沒有空間裝 前兩種定位塊﹐而使用
圓形定位塊。
定位塊常用材質﹕SKD61 熱处理HRC52(表面研磨)
8.STP(停止銷)
功能﹕減少頂出板與下固定板的接觸面積﹐易調整頂出板的平面度及避免料渣掉入影响顶针板回位。
常用材質﹕S45C(HRC40-50淬火)
9.注口襯套
功能﹕將熔融塑料從注射機喷嘴導入模仁。
常用材質﹕SKD61(HRC52°)S45C(球面淬硬到HRC54~58)
10.K.O孔的平面布置
功能﹕模具開模后﹐機台的推杆通過K.O孔推動頂板頂出。
機台的K.O孔位置是標准化的﹐分公制和英制﹐塑胶部国产与进口机都有,所以两都用,有时不得以我们只有设计成跑道形。
注意﹕K.O孔中心必須與注口中心一致
11.鎖模器
功能﹕將模具的可動側與固定側鎖固在一起,使可動側與固定側不能分開,以便搬運及起吊
常用材質﹕S45C
注意﹕鎖模器裝配避免與水孔、吊模螺丝、定位塊、計數器等干涉
12.附屬設備
有些模具因特殊要求會裝配急回機構﹑微動開關及計數器等一些附屬設備。
標准模座是將模座的一些零﹑部件標准化﹐大批量生產﹐使用時直接購買﹐以提高主產效率﹐降低成本。
標准模座主要有DME﹑HASCO﹑FUTABA﹑
ROUNDMATE等系列,我们最常用LKM公司模胚,与FUTABA标准相近(S-2位置有不同)。
本文内容由快快网络小思创作整理编辑!